DLMP®를 사용한 Viton® 불화탄성중합체 가공
관련 이름: |
FKM®, 불화탄성중합체, Tecnoflon® |
화학명: |
N/A - 화학은 FKM 등급에 따라 결정됩니다. |
제조업체: |
DuPont™ Solvay Polymers® |
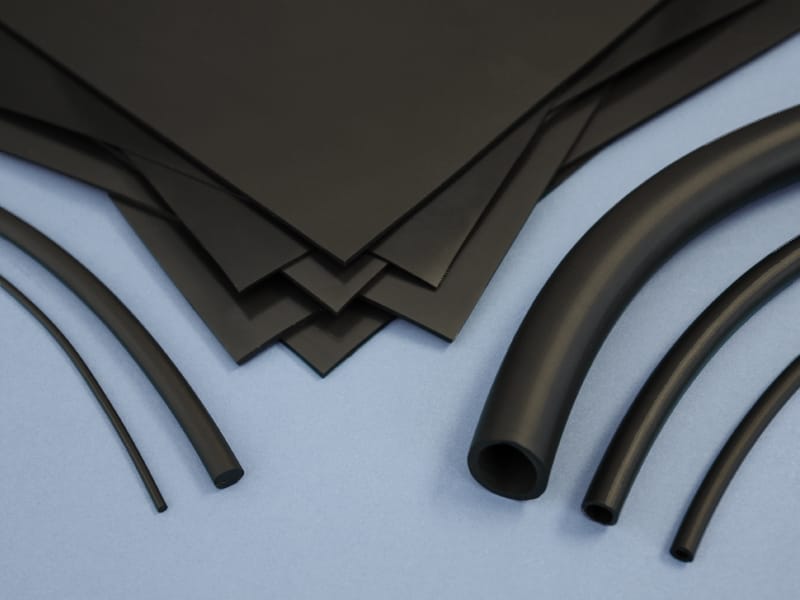
Viton®은 DuPont™ Performance Elastomers에서 개발한 열경화성 불화탄성중합체입니다. Viton 수지는 둘 이상의 불소중합체로 구성됩니다. Viton의 기본 계열은 전부 다음 4가지입니다. 1. Viton® A - AHFP(hexafluoropropylene)와 VDF(vinylidene fluoride)(또는 VF2)의 공 중합체 2. Viton® B - HFP, VF2, TFE(tetrafluoroethylene)의 3량체 3. Viton® F - HFP, VF2, TFE의 4량체 4. GLT, ETP, GFLT를 포함한 특수 등급 - 일반적으로 화학적 내성을 강화하기 위한 에틸렌, TFE, PMVE(perfluoromethylvinyl ether)의 일부 조합이 포함됩니다. Viton은 고온, 화학 물질, 대기 산화, 일광 노출에 대한 내성으로 가장 유명합니다. 이러한 특성 때문에 Viton은 항공 우주, 자동차, 화학, 유압 분야의 까다로운 용도에 적합합니다. Viton은 시트, 튜브, 코드 형태로 제공되며, 검은색입니다.
Viton®과 DLMP® 기술
Viton은 주로 내열성과 내산화성의 재료 특성 덕분에 DLMP®(Digital Laser Material Processing) 기술과 잘 맞습니다. 이 특성이 DLMP 기술의 작업 결과에 미치는 영향은 다음 여러 섹션에서 자세히 다룹니다. 레이저 에너지와 Viton 반응의 효과는 재료 제거와 재료 개조입니다. 아래 다이어그램은 레이저 에너지와 Viton 간의 고유한 상호 작용에 따라 가능한 효과와 가공을 설명합니다. Viton의 경우 레이저 절단, 레이저 제판, 레이저 마킹 가공을 적용할 수 있습니다. 레이저 에너지가 재료에 대해 절단, 제판, 마킹 작업을 수행하거나 표면 특성을 변화시켜 눈에 보이는 표시를 만들 수 있습니다. 이러한 각 공정에 대한 자세한 내용이 아래에 나와 있습니다. 자세한 내용은 당사의 레이저 재료 가공 백서를 참조하십시오.



재료 제거
재료 특성 개조
설명한 것처럼 10.6 μm CO2 레이저는 절단과 제판을 위한 재료 제거에 매우 유용합니다. 그러나 CO2 레이저는 대비 마크를 만드는 데는 효과적이지 않습니다. 이 작업에는 파이버 레이저가 더 적합합니다. Viton은 1.06 μm 파이버 레이저 에너지도 흡수하여 열로 변환합니다. 표면에 가해지는 출력을 엄격하게 제어해서 재료 제거 없이 대비 마크를 만들 수 있습니다. 결과로 생기는 마킹은 밝은 갈색을 띱니다. 표백 또는 발포라고도 하는 이 가공에서는 잔류물이나 분말을 남기지 않습니다.
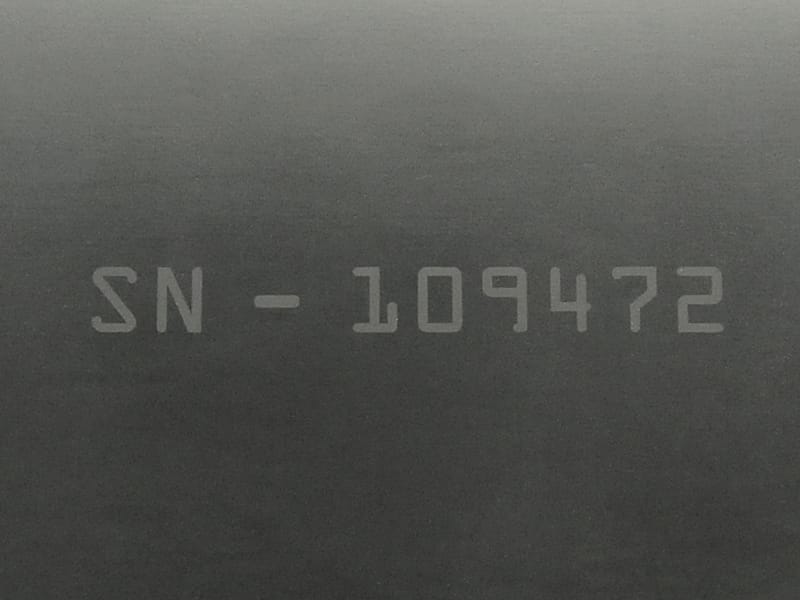
레이저 마킹(표면)
파이버 레이저로 Viton 표면에 마킹을 하여 숫자, 텍스트, 바코드, 사진 등의 정보를 전달할 수 있습니다. 이렇게 생성된 마킹은 영구적이고 뛰어난 대비 효과를 나타내서 잉크 공정을 대신하기에 적합합니다. 특별히 밝은 마킹이 아닌 한 이 공정은 사람과 기계가 판독할 수 있는 정보를 표시하는 데 충분합니다.
결합 공정
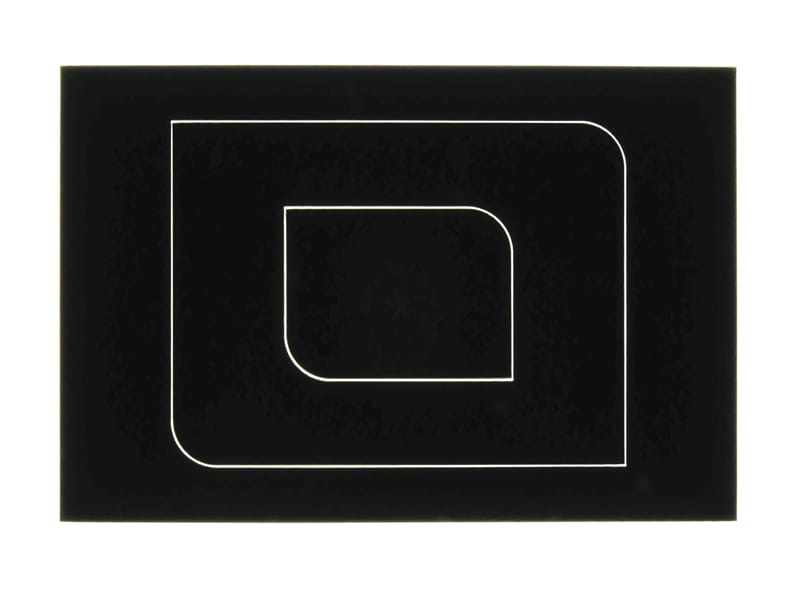
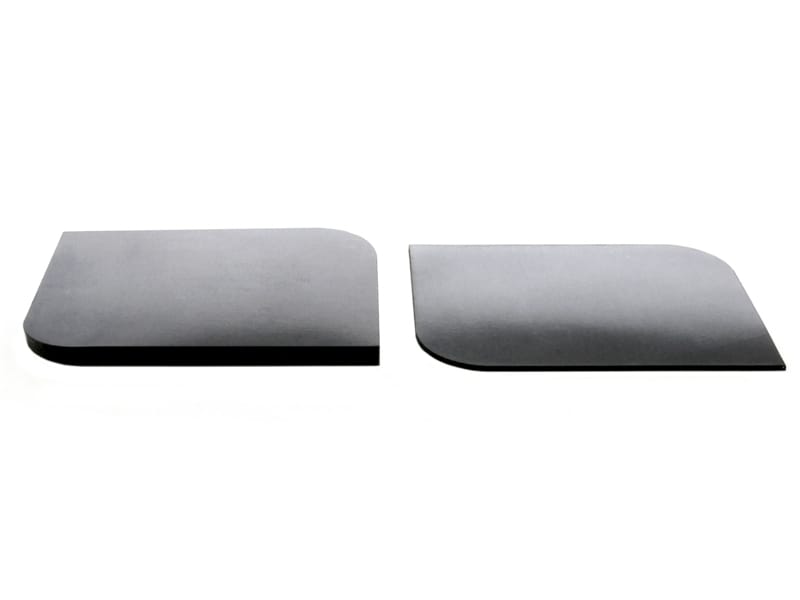
재료를 이동하거나 다시 고정할 필요 없이 여러 가지 공정을 Viton에 적용할 수 있습니다. 이 예에서는 여러 공정을 결합하여 시트 재고에서 Viton을 절단하고, 재료에 홈을 제판하고, 표면에 일련 번호를 마킹하는 방법을 설명합니다. 제판과 마킹은 일반적으로 결합 공정 절단 전에 수행됩니다.

환경, 보건, 안전 측면의 고려사항
레이저를 사용한 재료 가공에서는 항상 기체 유출물 또는 미립자가 생성됩니다. 복잡한 고분자 화학 때문에 CO2 레이저를 사용하여 Viton을 레이저 가공하면 다양한 불소 함유 가스가 생성됩니다. 특히, 이 유출물에는 불화 카르보닐과 불화 수소가 들어 있습니다. 이러한 기체와 미립자는 정부의 규정에 따라 외부 환경으로 배출해야 합니다. 또는 유출물을 여과 시스템으로 처리한 후 외부 환경으로 배출해야 합니다. Viton은 고온에 잘 견디지만 레이저 에너지가 충분히 공급되는 경우 발열 반응을 겪을 수 있습니다. 따라서 Viton을 레이저 가공할 때는 항상 관리 감독이 이루어져야 합니다.
