Лазерная резка электропроводящей акриловой прокладки (eCAP) 3M™ 7850
Электропроводящая акриловая прокладка 3M™ 7850 (Electrically Conductive Acrylic Pad, eCAP) представляет собой электропроводящую ленту-прокладку с нанесенным с двух сторон чувствительным к усилию прижатия клейким слоем, предназначенную для создания на металлических поверхностях слоя, экранирующего электромагнитные и радиопомехи. Материал eCAP 7850 состоит из акрилатного клеящего слоя толщиной 150 мкм, заполненного углеродными частицами, которые обеспечивают хорошую теплопередачу и электропроводимость как между склеиваемыми материалами через слой акрилатного клея, так и по плоскости клея. Акрилатный клейкий слой защищен снимаемыми обработанными силиконом полиэтилентерефталатными (ПЭТ) пленками толщиной 50 мкм с лицевой стороны и 75 мкм с обратной стороны. Схема слоев материала 7850 показана на рисунке 1.
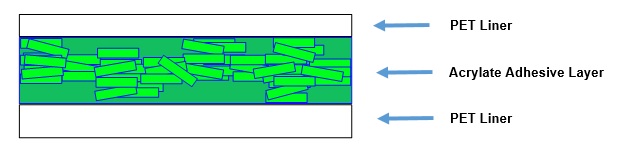
Рисунок 1. Материал 7850 eCAP: снимаемые обработанные силиконом ПЭТ-пленки сверху (50 мкм и снизу (75 мкм) акрилатного клейкого слоя (150 мкм).
Примечания к лазерной обработке
Материал 3M 7850 eCAP был протестирован для оценки применимости лазерной обработки и определения наилучшей конфигурации пиковой мощности и длины волны лазера. ПЭТ-слои поглощают энергию при длине волны 9,3 мкм более эффективно, чем при других длинах волн. Это означает, что для достижения хороших результатов при минимальном воздействии тепла требуется меньшая пиковая мощность. Акриловый клейкий слой также эффективно поглощает 9,3-микронную длину волны — с чистыми краями и без термических эффектов вдоль траектории обработки. На рисунках 2 и 3 показаны сделанные под микроскопом при 200-кратном увеличении изображения обработанной кромки материала 7850 после окончательной обработки с ПЭТ-слоями и с удаленными ПЭТ-слоями соответственно. Эти изображения показывают, что удаляемые ПЭТ-слои принимают на себя большую часть теплового воздействия и обесцвечивания, оставляя акриловый клейкий слой относительно свободным от нежелательных термических эффектов и обесцвечивания.
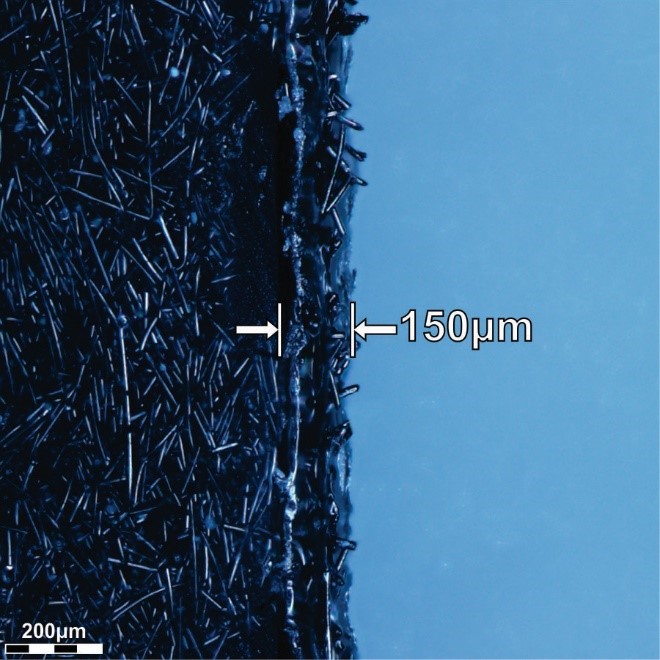
Рисунок 2. Сделанное под микроскопом (200-кратное увеличение) изображение обработанной лазером кромки материала 3M eCAP 7850 с ПЭТ-слоями. Зона теплового воздействия составляет 150 микрон.
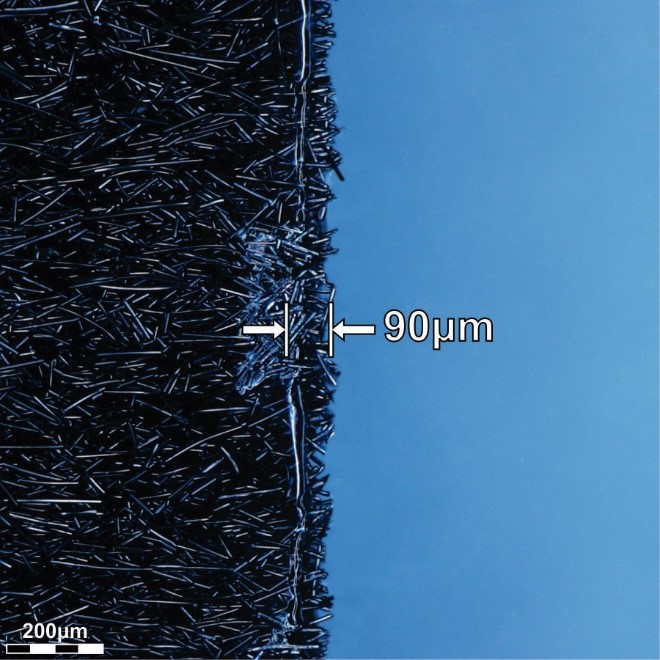
Рисунок 3. Сделанное под микроскопом (200-кратное увеличение) изображение обработанной лазером кромки материала 3M eCAP 7850 с удаленными ПЭТ-слоями. Зона теплового воздействия составляет 90 микрон.
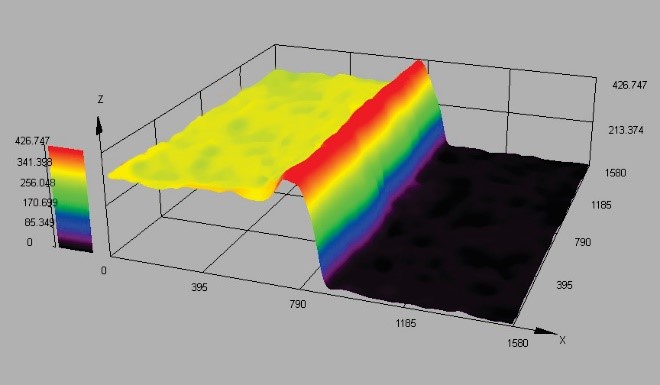
Рисунок 4. 3D-визуализация сделанного под микроскопом (200-кратное увеличение) изображения обработанной лазером кромки материала 3M eCAP 7850 с ПЭТ-слоями.
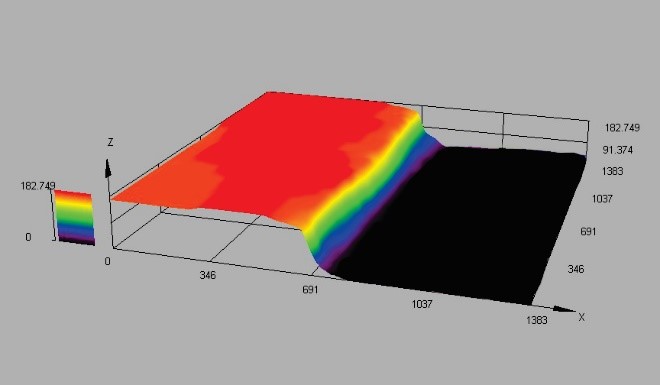
Рисунок 5. 3D-визуализация сделанного под микроскопом (200-кратное увеличение) изображения обработанной лазером кромки материала 3M eCAP 7850 с удаленными ПЭТ-слоями.
Таблица 1. Сравнение конфигураций системы
| Конфигурация системы | Зона теплового воздействия | Характеристики процесса | Требования к последующей обработке |
|---|---|---|---|
| 9,3 мкм (рекомендуется) | Минимальная зона теплового воздействия — приблизительно 150 мкм | Лазерная энергия при длине волны 9,3 микрон лучше поглощается материалом, в результате получается более качественная кромка вдоль траектории обработки с меньшей зоной теплового воздействия. | После обработки материала 3М 7850 лазером с конфигурацией 9,3 микрона и 10,6 микрона дополнительная обработка не потребовалась. |
| 10,6 мкм | Увеличенная зона теплового воздействия по сравнению с длиной волны 9,3 мкм — приблизительно 200 мкм | Эта конфигурация по сравнению с конфигурацией 9,3 микрона приводит к увеличению зоны термического воздействия в ПЭТ-слое. |
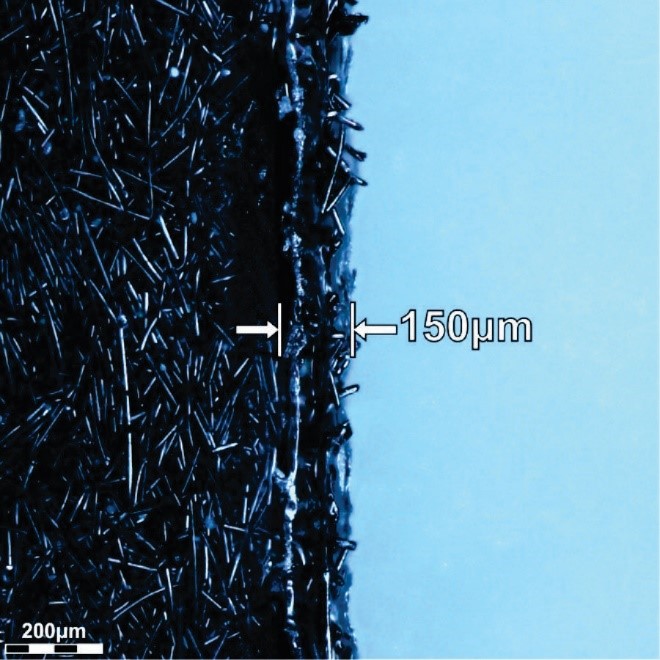
Рисунок 6а. Сравнение сделанного под микроскопом (200-кратное увеличение) изображения кромки, обработанной с частотой волны 9,3 микрона. ПЭТ-слой не удален.
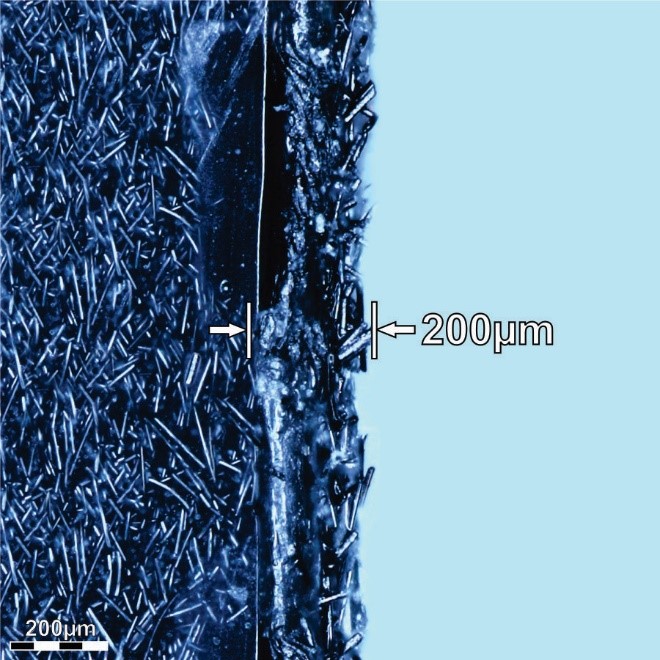
Рисунок 6б. Сравнение сделанного под микроскопом (200-кратное увеличение) изображения кромки, обработанной с частотой волны 10,6 микрона. ПЭТ-слой не удален.
Благодаря технологии Universal Laser Systems могут быть реализованы проекты по обработке клейкой ленты 3M eCAP, в которых требуется получать сложные геометрии и мелкие элементы без ухудшения физических свойств материала. Пример, демонстрирующий результаты лазерной резки материала 3M eCAP 7850, показан на рисунке 7.
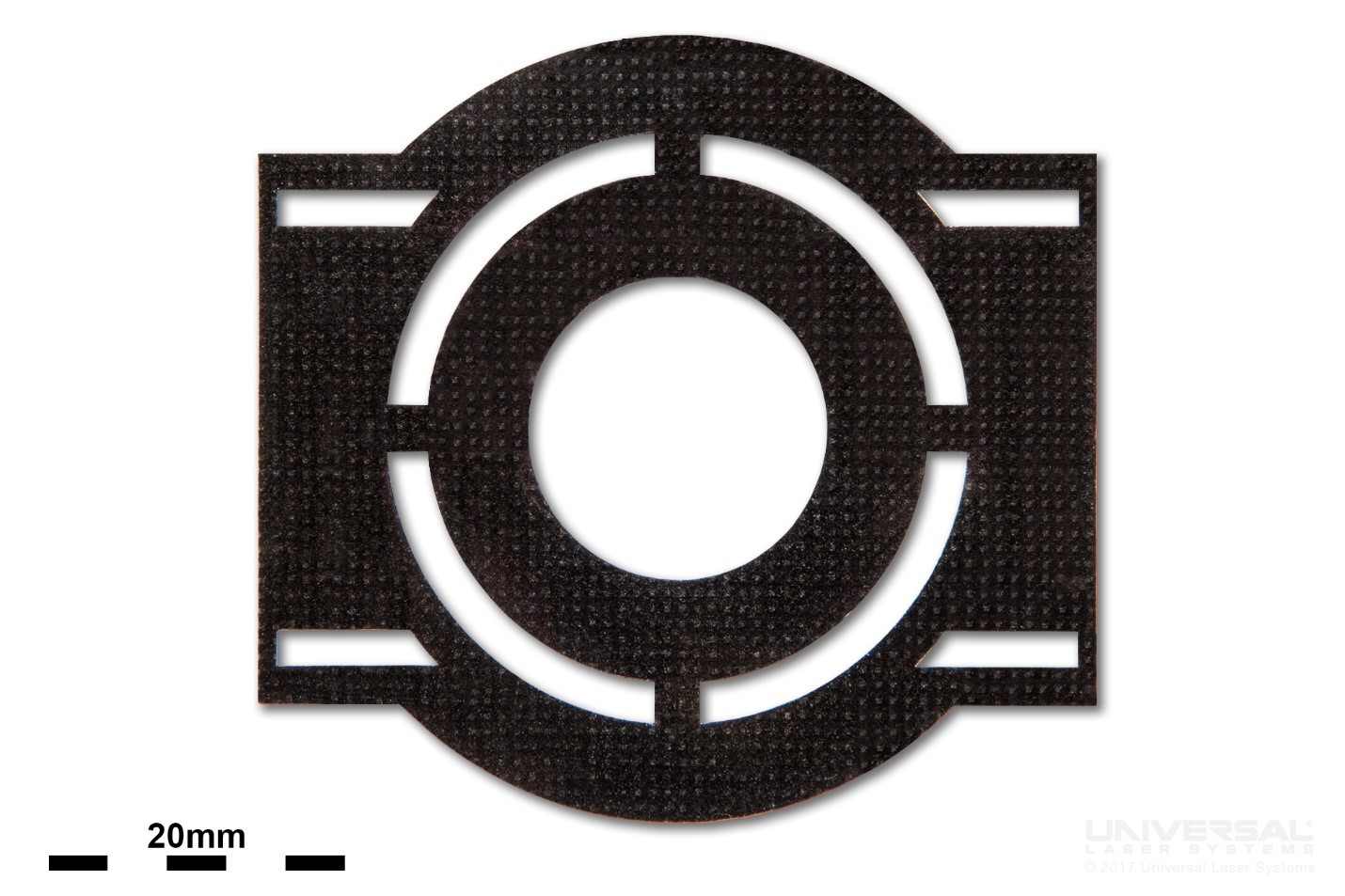
Рисунок 7. Пример лазерной резки материала 3M eCAP 7850.
Материал 3M 7850 eCAP подходит для лазерной обработки и был тщательно протестирован для определения наиболее эффективной конфигурации обработки. В ходе тестирования установлено, что лазерная резка является практически выполнимой, а мощность 75 Вт CO2-лазерного источника при длине волны 9,3 микрона — лучшая конфигурация для лазерной резки этого материала. Удаляемый ПЭТ-слой и акриловый клейкий слой эффективно поглощают лазерную энергию длиной волны 9,3 мкм и в сочетании с пиковой мощностью лазерного источника 75 ватт создают гладкую чистую кромку обработки с минимальной зоной термического воздействия и обесцвечивания. Ожидается, что и другие материалы этой серии eCAP будут обрабатываться аналогичным образом.
