DuPont™ Hytrel® 7246 is part of a product line of similar materials labeled High-Performance Hytrel Resins, including 3078, 4056, 4056P, 4068, 4069, 4556, 5526, 5556, 5555HS, 6356 and 8238. These materials are generally sold in pellet form for use when injection molding or extruding parts. The DuPont Hytrel 7246 film product selected for laser process testing consists of a single 127µm thick layer of polyether-ester block copolymers with color-stable antioxidants. Due to the forming process, the film has a glossy side and a matte side, making it opaque white in color. A diagram depicting DuPont Hytrel 7246 is shown in Figure 1.
Figure 1. Hytrel 7246 diagram showing the consistent nature of the film at 127µm thick.
The DuPont High-Performance Hytrel Resins are thermoplastic polyester elastomers with high mechanical strength, toughness, and flexibility. This combination of properties makes it an excellent choice for parts that will be in a high impact environment. The non-contact nature of laser cutting allows applications with small features and fine geometry to be processed, which may be difficult to achieve with traditional mechanical methods. DuPont Hytrel 7246 film is only suitable for laser cutting that produces smooth laser processed edges and minimal heat-affected zones, without degrading the physical properties of the material. Other laser processes are not recommended as they are not conducive to the intended use of this material. Technology developed by Universal Laser Systems makes it simple to consistently and repeatedly process these materials to a high degree of dimensional accuracy as the non-contact nature of laser processing eliminates material deformation during cutting.
Laser Processing Notes
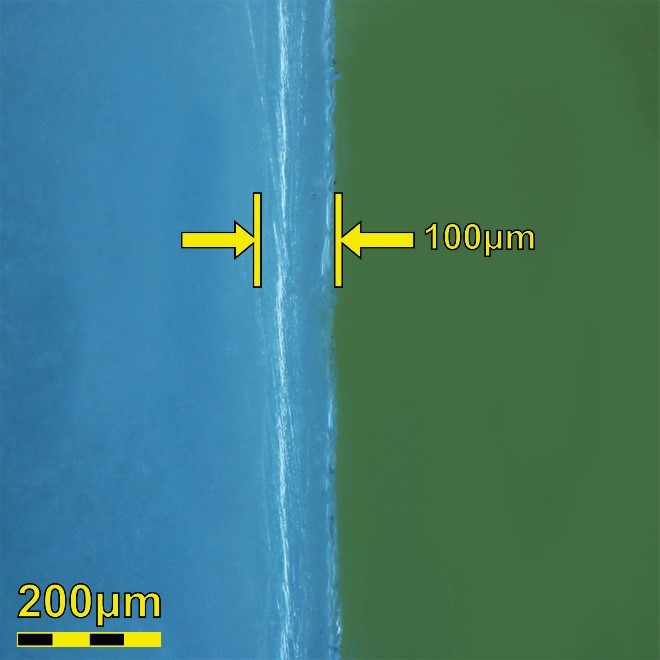
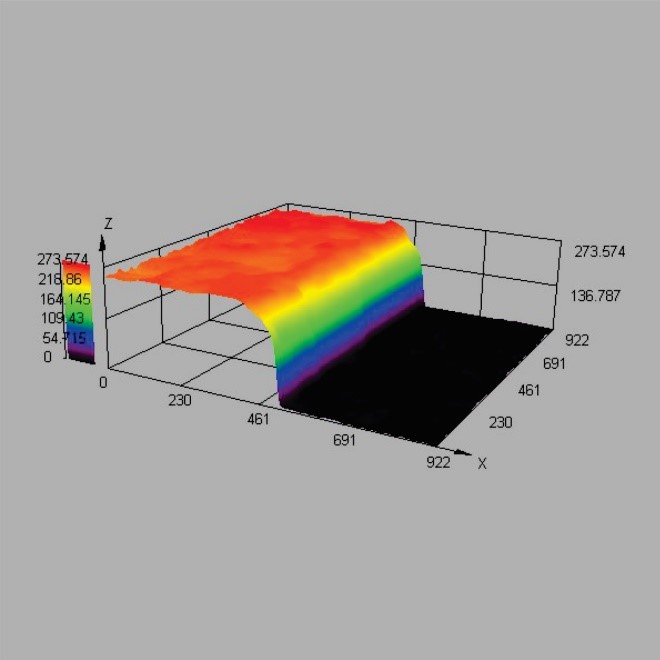
DuPont Hytrel 7246 was tested to assess laser processing compatibility and to determine the best configuration of peak laser power and wavelength. DuPont Hytrel 7246 absorbs 9.3µm energy more efficiently than other wavelengths, meaning less peak power was necessary to produce good results with minimal heat affects. With the configuration of 50 watts of 9.3µm laser energy, laser cutting of Hytrel 7246 produces a smooth consistent edge along the processed path. Laser cutting of Hytrel 7246 results in a small amount of debris along the processed path, requiring some cleaning by wiping the processed edge with a solvent such as isopropyl alcohol. A microscopy image of the edge of Hytrel 7246 after laser cutting taken at 300x magnification is shown in Figure 2. The 3-D image in Figure 3 depicts how the film reacts to the laser energy by forming a small “wave” of melted material along the top surface of the processed edge.
Figure 2. Microscopy image (300x) of the edge of Hytrel 7246 after laser cutting. The heat-affected zone measures 100µm.
Figure 3. 3D-rendered microscopy image (300x) of the edge of Hytrel 7246 after laser cutting.
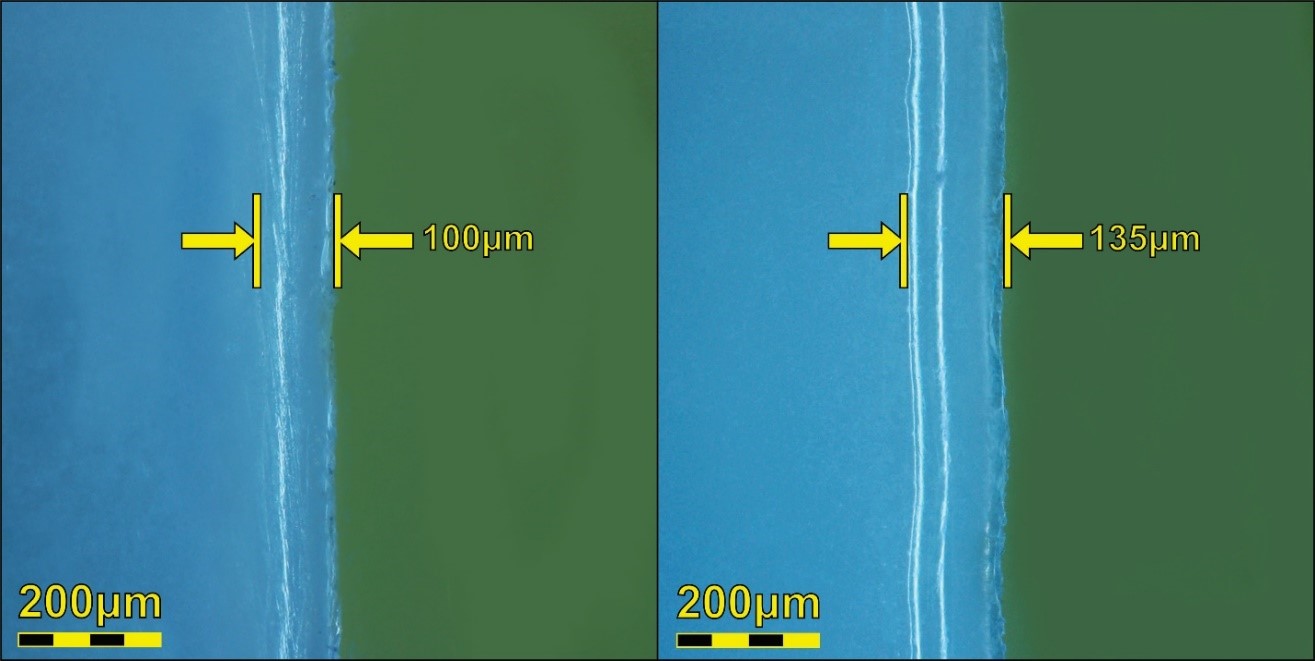
Hytrel 7246 was also tested with an alternate system configuration of 10.6µm laser energy at an equivalent laser power level. The results of these tests were compared by analyzing the heat effects, the quality of the processed edge, and post-processing requirements. The results of the comparison of these system configurations are listed in tabular form in Table 1 and shown photographically in Figure 4. The 9.3µm configuration produces a noticeably better edge when cutting this material and is the recommended configuration.
Table 1. System Configuration Comparison
System Configuration
Heat-Affected Zone
Process Characteristics
Post-Processing Requirements
9.3µm (Recommended)
Minimal heat-affected zone of approximately 100µm
The 9.3µm laser energy has the advantage of better absorption by the material, resulting in a consistent edge along the processed path with a reduced heat-affected zone
Post-processing requirements include the removal of slight deposition from the surface using mild abrasion with a solvent such as isopropyl alcohol.
10.6µm
Increased heat-affected zone of approximately 135μm
This configuration results in an increased heat-affected zone and less consistency in the edge along the processed path
Figure 4. Microscopy images (300x) of the edge after laser cutting with 9.3µm (left) and 10.6µm (right) wavelengths.
Processing Example
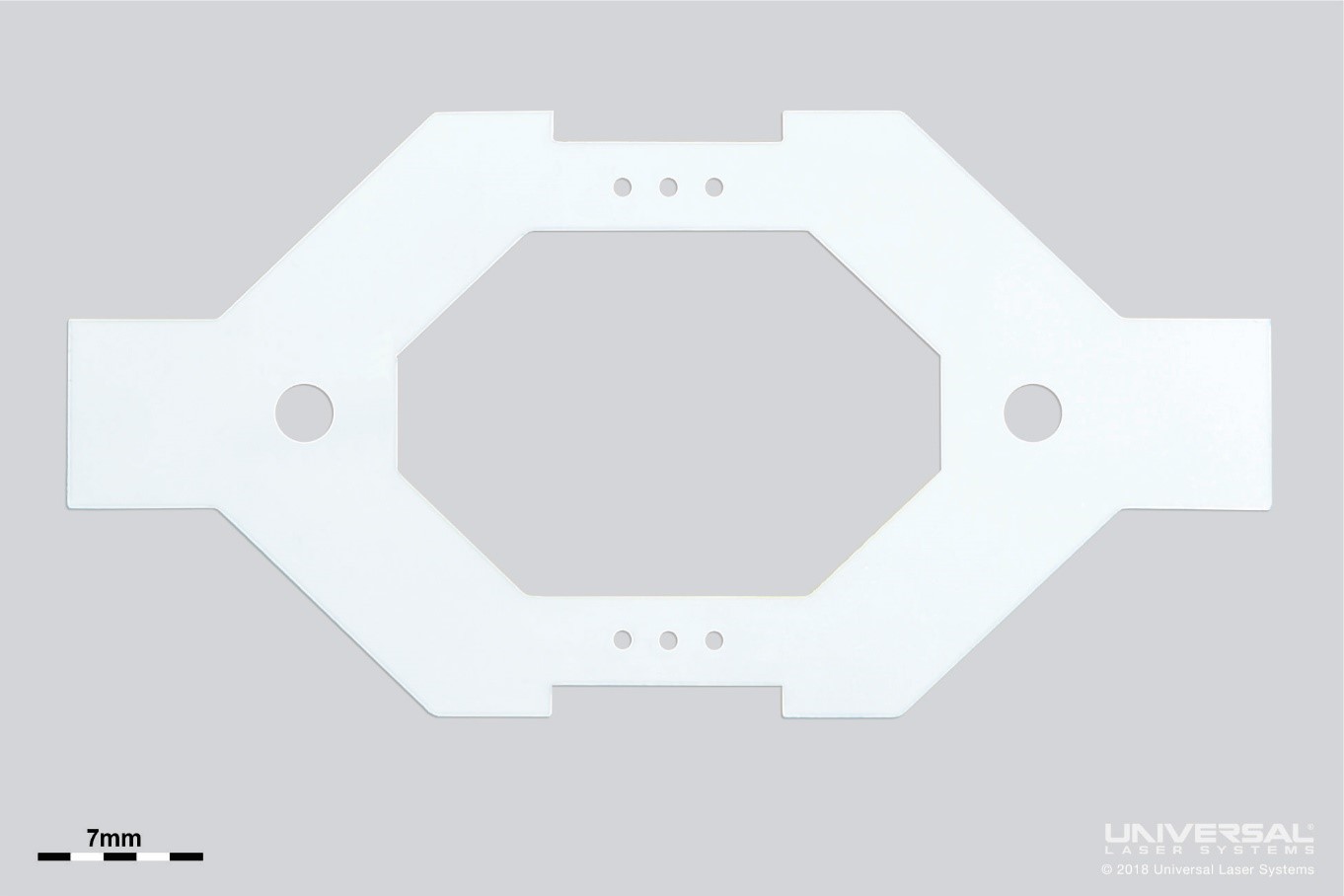
Hytrel 7246 applications requiring fine geometry and intricate detail can be accomplished with Universal Laser Systems technology without degrading the physical properties of the material. An example demonstrating the results of laser cutting DuPont Hytrel 7246 film using the recommended system configuration is shown in Figure 5.
Figure 5. Example of the fine geometry possible with laser cutting of Hytrel 7246.
Conclusion
DuPont Hytrel 7246 is suitable for laser processing and was extensively tested to determine the optimal processing configuration. Through this testing it was determined that laser cutting is a viable process and a 50 watt 10.6µm or 9.3µm CO2 laser source is the best configuration for the processing of this material. The polyester substrate efficiently absorbs the 10.6µm or 9.3µm wavelength laser energy to produce a clean edge that has a minimal heat-affected zone and discoloration.