Лазерные источники ULS
В настоящее время компанией Universal Laser Systems на рынке представлены три основных типа CO2 лазеров. Это лазеры с металлическим сердечником, керамическим сердечником и стеклянной трубкой. Для каждой категории лазера существует несколько различных технологий, используемых для управления и подачи питания на лазерные источники.
Эволюция лазеров
Лазеры с керамической структурой были разработаны в 1970-х годах для коммерческого применения как лазеры с ионизированным газом и водяным охлаждением. В лазерах со стеклянной структурой для создания недорогих лазерных источников используются архаичные стеклодувные технологии. Технология же металлических лазеров ведет свою родословную от военных разработок по заказам Министерства обороны для самых требовательных и критически важных областей. В конце 1980-х годов военные программы были завершены. Тем не менее, развитие лазеров с металлической структурой продолжалось в целях получения высоконадежных и практичных лазеров, доступных для коммерческого и промышленного применения.
Лазерные инновации ULS
Используя многолетний опыт обработки материалов, многочисленные запатентованные технологии и миллионы часов технического обслуживания в выездных условиях по всему миру, компания ULS разработала высоко оптимизированное решение для лазерной резки, гравировки и маркировки: встроенный CO2 лазерный источник с металлическим сердечником и воздушным охлаждением, с плоским резонатором со свободным пространством и репликационным режимом, а также встроенным радиочастотным источником питания. Комбинация технологий, примененных в этой конструкции, не только уменьшает размеры лазерных источников ULS, но и обеспечивает поддержку как импульсного, так и истинного непрерывного (CW) режима работы лазера. Кроме того, сочетание конструкции военного класса и возможность полной переработки компонентов лазера делает эти лазерные источники ремонтопригодными в течение неопределенно долгого периода времени.

Лазерные источники ULS с мощностью от 10 до 500 Вт
Компания ULS производит лазеры с выходной мощностью от 10 Вт до 500 Вт при длине волны как 10,6 мкм, так и 9,3 мкм. Все лазерные источники ULS имеют встроенную функцию воздушного охлаждения во всем диапазоне мощности. Такие лазерные источники обеспечивают клиенту ряд преимуществ при обработке:
- Высочайшее качество лазерной резки, гравировки и маркировки
Улучшенная способность фокусировать лазерный луч приводит к высокой степени единообразия результатов обработки. - Высокая производительность обработки
Благодаря более эффективному использованию энергии лазера производительность лазерной системы может быть значительно повышена. - Включает ряд других универсальных функций
Примерами являются технологии Rapid Reconfiguration™, возможность использования двух лазеров и SuperSpeed™. - Эксплуатационная безопасность
Авиационный сплав алюминия с роботизированной сваркой, низковольтные источники питания и встроенные функции обеспечения безопасности уменьшают риск возникновения угроз. - Высокая надежность и удобство обслуживания
Дизайн лазерных источников и уникальная программа сервисного обслуживания значительно сокращают время простоя лазерной системы.
- Высочайшее качество лазерной резки, гравировки и маркировки
Высочайшее качество лазерной резки, гравировки и маркировки
CO2-лазерные источники компании ULS демонстрируют самое высокое и стабильное качество обработки среди всех представленных на рынке лазерных источников с воздушным охлаждением. Это можно оценить, рассмотрев три различных аспекта лазерного источника: распределение мощности луча, отклонения луча в зоне обработки и стабильность мощности во времени.
Распределение мощности луча
Лазеры ULS имеют нормальное распределение мощности со значением M2 1,1. Этот тип луча наиболее подходит для лазерной обработки материалов, поскольку он позволяет фокусировать оптику для концентрации максимального количества энергии на материале с наименьшим возможным размером фокусного пятна. Небольшой размер фокусного пятна означает меньшую ширину разреза при резке, а также более высокое разрешение при маркировке, нанесении изображений и гравировке.
 Перекрестное распределение мощности чистого гауссова пучка. Гауссов пучок будет давать стабильные результаты независимо от направления движения и обеспечит максимальную концентрацию мощности луча в фокусе.
Перекрестное распределение мощности чистого гауссова пучка. Гауссов пучок будет давать стабильные результаты независимо от направления движения и обеспечит максимальную концентрацию мощности луча в фокусе.Изменения луча в зоне обработки
В обычной системе позиционирования луча X-Y портального типа, используемой ULS и многими другими производителями, при прохождении каретки подачи луча по области обработки расстояние от лазерного источника до точки обработки изменяется. Для поддержания стабильности обработки размер фокусного пятна должен оставаться достаточно постоянным на протяжении всей зоне обработки. В отличие от других производителей, лазерные источники ULS используют открытый лазерный резонатор, что приводит к большей согласованности размера фокусного пятна по всей области лазерной обработки. Это означает, что лазерная обработка материала лазерными источниками ULS будет иметь более единообразные визуальные и размерные характеристики независимо от того, где происходит обработка в пределах зоны.
Постоянство мощности с течением времени
Во время работы лазерных источников образуется значительная тепловая нагрузка, которая приводит к небольшим механическим изменениям оптического резонатора и повышению температуры активной среды. Это может привести к изменению качества луча и выходной мощности лазера. Управление температурой лазера является ключом к достижению стабильных результатов в широком диапазоне рабочих температур. В прошлом в CO2-лазерах мощностью более 25 Вт для терморегуляции использовалась водяное охлаждение. Компания ULS впервые использовала воздушное охлаждение в CO лазерах, развивая многочисленные технические достижения, которые позволили компании выпускать на рынок лазеры с воздушным охлаждением мощностью до 500 Вт. Компания ULS также одной из первых признала преимущества лазеров с воздушным охлаждением при лазерной обработке материалов. Воздушное охлаждение устраняет необходимость в дорогостоящих и трудно обслуживаемых водоохладителях, а также уменьшает сложность и зону расположения системы лазерной обработки материалов. Компания ULS была первым производителем, который предоставил целую линейку систем для лазерной резки, гравировки и маркировки с лазерными источниками с воздушным охлаждением.
Компания ULS объединила три основных функциональных блока лазерного источника — оптический резонатор, источник питания и терморегулятор — в единый компактный модуль. Кроме того, запатентованная конструкция резонатора ULS использует высокоэффективную конфигурацию с репликационным режимом, которая эффективно использует активную среду лазера. Такой высокий уровень интеграции, эффективность и цельнометаллическая конструкция позволяют охлаждать компоненты одним или двумя высокоэффективными вентиляторами с переменной скоростью, которые регулируют колебания температуры независимо от использования лазера и условий окружающей среды. При использовании других лазерных технологий, таких как лазерные источники с керамическим сердечником, осуществлять охлаждение становится намного сложнее, поскольку теплопроводность керамики существенно ниже, чем у металлов. Это означает, что лазерные источники ULS будут обеспечивать неизменное качество лазерной резки, гравировки и маркировки в широком диапазоне условий окружающей среды с удобством и экономичностью воздушного охлаждения.
Высокая производительность обработки
Роль лазерных источников в производительности обработки определяется в первую очередь мощностью, реактивностью лазера и правильным управлением энергией лазера, прилагаемой к обрабатываемому материалу.
Доступная пиковая мощность является важным фактором, обуславливающим производительность лазерной обработки материала. Более высокий уровень мощности лазера не всегда лучше. На результаты лазерной обработки материала влияет сложная комбинация многочисленных переменных, включая доступную пиковую мощность, длину волны, скорость доставки энергии, плотность мощности и т. д. Хотя лазер с более высокой мощностью можно модулировать для достижения такой же средней мощности, как и в лазерном источнике с более низкой мощностью, взаимодействие между лазером и материалом не всегда будет одинаковым. Например, лазерные источники мощностью 10 и 50 Вт могут обеспечивать среднюю мощность 10 Вт. Тем не менее, для выполнения этой задачи лазер мощностью 50 Вт должен быть включен в течение 20% времени и выключен в течение остальных 80% времени. В течение 20% времени лазер мощностью 50 Вт излучает до 50 Вт пиковой мощности лазера, а не 10 Вт, как показано на рисунке ниже. Общее количество энергии, прилагаемой к материалу, в обоих случаях одинаково, но в одном случае энергия подается непрерывно при более низком уровне мощности, а в другом случае энергия подается короткими импульсами при гораздо более высоких уровнях мощности. Эти способы приложения энергии непосредственно на материале могут привести к разным результатам, поэтому выбор лазерного источника для данного применения зависит от требуемого результата. В общем случае, для получения оптимального взаимодействия лазера с материалом в широком спектре материалов лучше всего использовать оба типа лазерных источников.
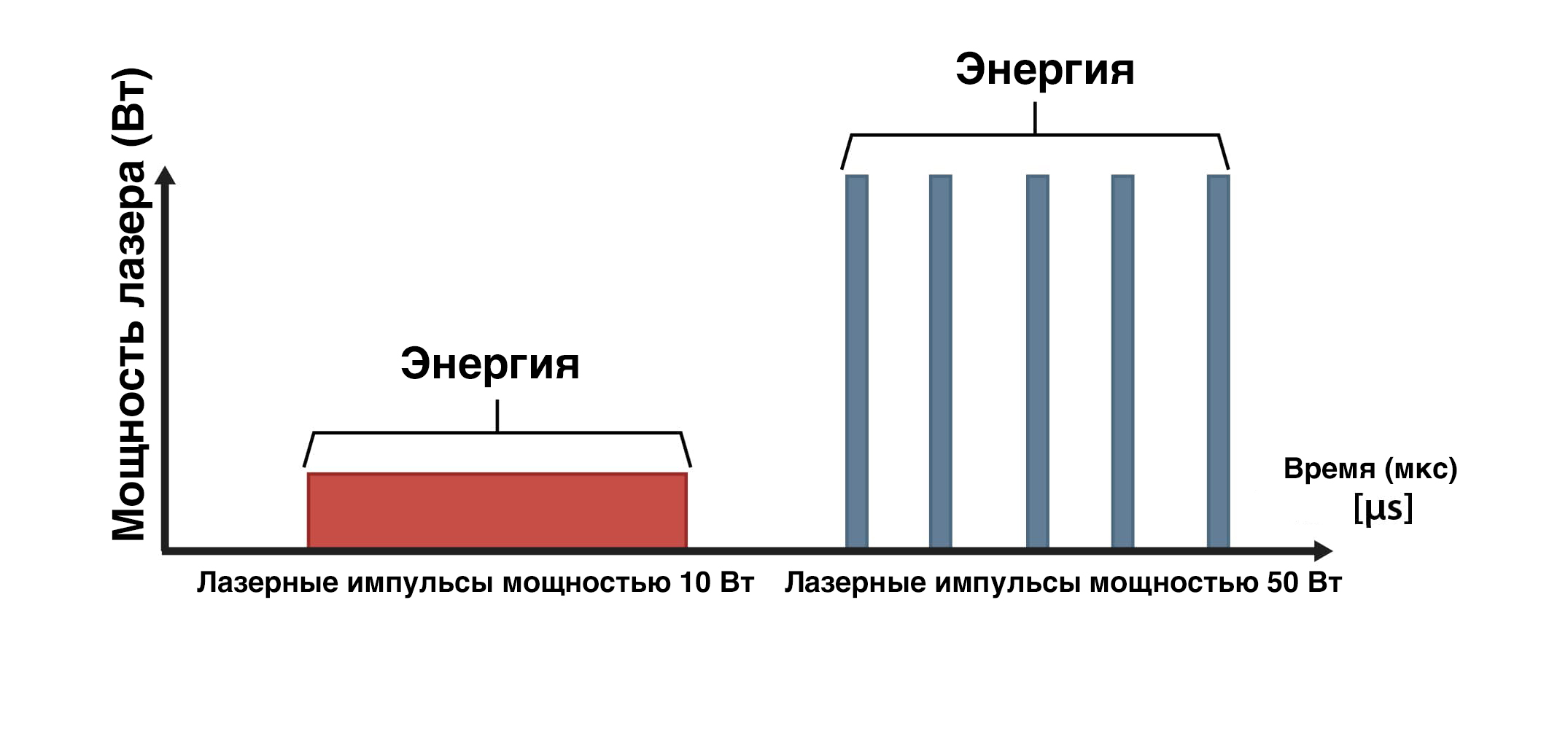 На иллюстрации показаны импульсы с одинаковой средней мощностью, генерируемые 10-ваттным и 50-ваттным лазерными источниками. Каждый прямоугольник представляет собой одинаковое количество энергии импульса «E» и занимает одинаковый промежуток времени. Хотя средняя мощность одинакова, пиковая мощность, которая определяет характер воздействия лазерной энергии на обрабатываемый материал, для каждого лазера различна.
На иллюстрации показаны импульсы с одинаковой средней мощностью, генерируемые 10-ваттным и 50-ваттным лазерными источниками. Каждый прямоугольник представляет собой одинаковое количество энергии импульса «E» и занимает одинаковый промежуток времени. Хотя средняя мощность одинакова, пиковая мощность, которая определяет характер воздействия лазерной энергии на обрабатываемый материал, для каждого лазера различна.Кроме того, во всех CO2 лазерных источниках требуется небольшое количество времени, чтобы их выходное оптическое излучение возросло до номинальной мощности и упало до нулевой выходной мощности. Время, необходимое лазеру для такого изменения состояния, называется временем отклика и является наиболее важным фактором в производительности обработки при нанесении растровых изображений. CO2-лазеры ULS с металлической структурой демонстрируют отличное время отклика в сравнении с лазерами со стеклянными трубками, производимыми по старой технологии. Типичный лазер со стеклянной трубкой будет иметь значительно большее время отклика, чем аналогичный по мощности лазер с металлической структурой. Частично это связано с конструкцией лазера и частично с управляющей электроникой. Это значительно снижает производительность нанесения изображений на лазерных системах со стеклянной трубкой.
Для оптимизации производительности лазерной обработки материалов время отклика лазера очень важно, но это не единственный фактор. В последние годы некоторые производители лазерных систем достигли скорости оптической каретки при растровой маркировке более 100 дюймов/с (2,5 м/с). Высокие скорости фокусной каретки — это попытка увеличить производительность с помощью грубой силы. Однако более высокие скорости могут отрицательно влиять на производительность, особенно в процессах обработки изображений. При нанесении растрового изображения важным критерием является перекрытие между растровыми проходами. Количество перекрытий влияет на качество кромок растровых изображений, а также на плоскость выгравированной области. Более высокие скорости обработки уменьшают плотность энергии, приложенной к материалу, и, следовательно, уменьшают ширину удаляемого материала, что в конечном итоге уменьшает перекрытие между проходами. Такое отсутствие перекрытия при более высоких скоростях может потребовать от пользователя уменьшения межстрочного интервала (увеличения параметра LPI — количества линий на дюйм) для компенсации, что снижает производительность.
В целом время отклика лазера и уменьшение перекрытия при более высоких скоростях указывают на необходимость предусмотрительности при разработке устройств для эффективной лазерной резки, гравировки и маркировки. Ключом к оптимизации производительности лазерной обработки материала является правильное управление лазерной энергией. Лазерная система, характеризующаяся гибкостью управления энергией лазера, многими способами дает пользователям возможность значительно увеличить производительность для самых разнообразных материалов и сфер применения. Лазерные источники ULS предназначены для поддержки многих технологий ULS, которые позволяют пользователю управлять доставкой энергии лазера уникальными и эффективными способами.
Включает ряд уникальных функций
Лазерные источники ULS являются неотъемлемой частью экосистемы продуктов и технологий компании и работают совместно с рядом других уникальных универсальных функций, которые обеспечивают оптимальное решение для каждого клиента.
Rapid Reconfiguration™ (быстрое переконфигурирование)
Все лазеры подвергаются при производстве высокоточному центрированию в соответствии с общим эталонным стандартом, что позволяет CO2 лазерам компании ULS быть совместимыми практически со всеми системами ULS для лазерной резки, гравировки и маркировки. Лазерные источники могут быть добавлены и удалены из системы в течение нескольких секунд без каких-либо инструментов или специального обучения, благодаря запатентованной ULS технологии, называемой Rapid Reconfiguration™, — еще одной функции, которая существенно улучшает гибкость и производительность обработки. Многие материалы, подвергающиеся лазерной резке, гравировке и маркировке, чувствительны к плотности энергии и длине волны лазера. Быстрое переконфигурирование позволяет менять общую энергию и длину волны лазера, что дает пользователю максимальную гибкость для оптимизации конфигурации лазерной системы для широкого спектра потребностей при обработке материалов.
Конфигурация для одновременного использования двух лазеров
CO2-лазеры ULS с металлической структурой, в отличие от керамических или стеклянных лазеров, линейно-поляризованные, что позволяет в одной системе лазерной обработки ULS использовать одновременно более одного лазера. При использовании нескольких лазеров пользователь получает ряд преимуществ: общую мощность системы можно увеличивать, тем самым повышая при необходимости производительность обработки; система становится более гибкой и способной обрабатывать большее количество материалов за счет использования одного или обоих лазеров в зависимости от требований к пиковой и средней мощности процесса. Технология Конфигурация для одновременного использования двух лазеров также позволяет использовать источники с различной длиной волны для дополнительного увеличения гибкости обработки. В некоторых материалах проявляются асимметричные взаимодействия с поляризованным светом, что в ряде случаев может быть нежелательным. Объединяя два линейно поляризованных пучка под углом 90 градусов друг к другу, можно исключить любую асимметрию обработки из-за поляризации, что приведет к единообразию лазерной резки, гравировки и маркировки независимо от направления движения. Технология «Конфигурация для одновременного использования двух лазеров» предоставляется только компанией ULS.
Технология SuperSpeed™
Линейная поляризация также позволяет использовать технологию SuperSpeed™ — еще одну уникальную функцию лазерных систем ULS, которая может более чем в два раза увеличить производительность обработки при растровой маркировке и гравировке.
Интеграция системы и интеллектуальная база данных материалов
Лазерные системы и лазерные источники ULS находятся в постоянной взаимосвязи для обеспечения надлежащей работы системы, обработки и безопасности. Лазерная система считывает номинальную мощность и длину волны каждого установленного лазера, а на основании этих данных база данных материалов автоматически вычисляет оптимальные параметры для обработки. Лазеры также оснащены функцией автоблокировки системы. При открывании дверцы или панели доступа лазеры тут же остановят работу, обеспечив безопасность пользователя и системы. Лазеры также содержат модуль диагностической информации, которая может оказаться полезной, если лазерный источник эксплуатировался в ненадлежащих условиях или нуждается в обслуживании.
Эксплуатационная безопасность
Керамические и стеклянные лазерные источники содержат хрупкие структурные элементы, которые при любом чрезмерном воздействии можно легко повредить. В отличие от них лазеры ULS с металлической структурой собраны из авиационного класса сварных алюминиевых деталей, что делает их чрезвычайно прочными. Их можно легко перемещать, устанавливать, транспортировать и хранить без риска повреждений.
Компактная конструкция лазерных источников ULS также значительно упрощает обращение с ними: для работы с ними не нужны водопроводные трубы, установки для охлаждения, высоковольтные провода или удаленные радиочастотные источники питания. Вода и высоковольтная электроника всегда представляют угрозу безопасности, если какая-то из систем не работает должным образом, например в случае утечки воды. Лазеры со стеклянными трубками получают рабочее питание напряжением свыше 25 000 В и всегда подключаются к источнику питания через высоковольтные кабели и разъемы, что создает опасность смертельного поражения электрическим током. Кроме того, источники питания, используемые для питания лазерных источников со стеклянной трубкой, работают в диапазоне электрического тока от 30 до 150 мА, особенно опасного для человеческого сердца тем, что он может вызывать дефибрилляцию и гибель человека. Эти высокие напряжения необходимы в данной технологии для ионизации газов внутри трубки лазера. С другой стороны, радиочастотные лазерные источники, которые поставляет компания ULS, принципиально отличаются тем, что не используют высокие напряжения и, следовательно, являются более безопасными.
Лазеры ULS также имеют несколько встроенных функций, которые смягчают проблемы со стороны безопасности, прежде чем они могут нанести ущерб системе, устройству или персоналу. В каждом лазерном источнике установлены датчики перегрева и переохлаждения, которые останавливают работу при нарушении любого заданного условия. Это увеличивает срок службы лазера. Лазеры также оснащены системой автоблокировки, которая прекращает работу, если открыта дверь или панель доступа. Это еще больше повышает безопасность пользователя.
Высокая надежность и удобство обслуживания
Лазерные источники ULS имеют невероятный послужной список с точки зрения длительности срока службы. Десятки тысяч CO2 лазеров с металлическим сердечником были изготовлены компанией ULS с 1997 года, и многие лазеры все еще находятся в активной эксплуатации после десяти лет работы. Кроме того, металлическая конструкция лазеров позволяет обслуживать, перезаряжать и переустанавливать их в течение неопределенно долгого времени. Это не представляется возможным для керамических или стеклянных лазерных источников, поскольку при изготовлении их детали обычно склеивают или сплавляют вместе, после чего они представляют собой неразборную конструкцию.
Что касается вопросов перезарядки лазерного источника, стоит отметить, что компания ULS также имеет уникальную в своей отрасли программу лазерного обмена. Вместо того чтобы восстанавливать лазер, что может привести к значительному времени простоя, компания ULS быстро отправляет пользователю сменный лазерный источник для замены. После поступления сменного лазерного источника его установка требует нескольких секунд, а старый лазер отправляется обратно в компании ULS, что не приводит к простою для клиента. Сменный лазерный источник, как правило, отправляется клиенту в течение 24 часов после поступления запроса в службу технической поддержки.
