Forum aux questions
Nos FAQ s'appliquent principalement à la maintenance et sont conçus pour assister les propriétaires actuels des systèmes ULS. Dans la plupart des cas, les réponses fournies vous aideront à mieux intégrer DLMP® (Traitement digital des matériaux au laser) au sein de votre organisation. Pour toute question dont la réponse ne se trouve pas ici ou qui nécessite une clarification supplémentaire, nous vous encourageons à contacter un représentant ULS agréé. Veuillez noter que les solutions qui fournissent le traitement digital des matériaux au laser sont couramment appelées «découpeuse laser», «marqueuses laser», et «graveuses laser». En pratique, tous les systèmes laser ULS sont compatibles avec tous les traitements.
Les sources laser ULS sont disponibles avec les longueurs d'onde de sortie de 9,3 microns (CO2), 10,6 microns (CO2) et 1,06 microns (laser à fibre). De nombreuses matières réagissent différemment à chacune de ces longueurs d'onde. En proposant des sources laser à des longueurs d'onde différentes, ULS augmente considérablement la flexibilité et capacité de traiter au laser un éventail large et différent de matières. Chaque longueur d'onde est adaptée à une gamme différente de matières, traitements et applications. Lors de la connexion à un système laser ULS, les sources laser ULS communiquent avec le Panneau de Contrôle Universal (UCP) ou Laser System Manager (LSM) pour informer le logiciel de la source laser actuellement installée. Ceci est important en ce sens où le logiciel peut ensuite afficher les matières qui peuvent utiliser correctement les caractéristiques uniques de chaque longueur d'onde de source laser dans la Base de données des matières.
Lors du traitement d'un fichier de conception, le système laser traite des éléments différents de la conception de deux manières différentes. Le mouvement en mode trame (mouvement de gauche à droite/de droite à gauche chevauchant du chariot d’optique) est utilisé pour la gravure, le marquage et l'imagerie photographique au laser. Le logiciel de contrôle du système laser ULS analyse les images bitmap, le texte et les zones remplies dans les fichiers de conception, interprète ces éléments comme objets de trame et calcule automatiquement les schémas de traitement en mode trame pour le système laser.
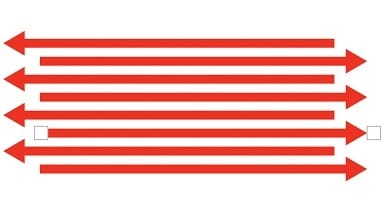
Le mouvement de gauche à droite/de droite à gauche chevauchant crée un rectangle plein, illustré ci-dessous :

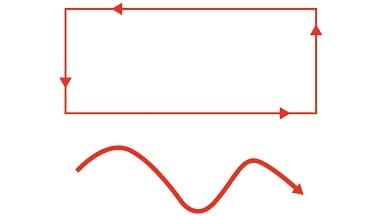
Le mouvement en mode vectoriel est utilisé pour la découpe, le rainurage et le marquage au laser. Dans ces cas précis, le mouvement de l'axe XY du système laser se déplace simultanément en deux dimensions suivant le chemin correspondant à la forme traitée. Le logiciel de contrôle du système laser ULS analyse les fichiers de conception, interprète les trais fins comme objets vectoriels, et calcule les chemins vectoriels en 2D pour la machine de découpe, gravure et marquage au laser.
Tous les produits laser ULS (pour la découpe au laser, la gravure au laser et le marquage au laser) sont conformes aux réglementations gouvernementales pertinentes de sécurité des produits et des lasers des États-Unis et de l'Union européenne.
Sécurité du laser
Les normes de sécurité du laser sont bien établies et relativement harmonisées au niveau international. Les deux versions les plus utilisées de ces normes de sécurité du laser harmonisées sont 21 CFR 1040.10 et 1040.11 aux États-Unis et EN60825-1 en Europe. Ces normes harmonisées établissent quatre larges classifications de sécurité du laser pour les produits. Les classifications vont de classe 1, dans laquelle l'énergie laser est entièrement contenue dans le système laser et l’opérateur n’est exposé à aucune énergie laser, à la Classe 4, dans laquelle le système laser ne présente pas de système de confinement et l’opérateur peut potentiellement être exposé à des niveaux élevés d'énergie laser. Pour traiter des matières dans un système laser de classe 1, elles doivent entrer complètement dans le boîtier du système laser. Tous les produits ULS sont conçus pour respecter les conditions de sécurité de la classe 1 pour le ou les lasers de traitement des matières, ce qui signifie qu’ils sont conçus pour contenir entièrement toute l’énergie laser utilisée pour le traitement des matières. Pour ce faire, les produits ULS utilisent des boîtiers laser renforcés, ainsi que des joints labyrinthes et des circuits de verrouillage du matériel redondants sur tous les panneaux d'accès et portes. Les produits laser de classe 1 sont considérés comme sûrs pour utilisation par le grand public, dans la mesure où les consignes de sécurité sont respectées comme indiqué dans les manuels. La vente des produits laser de classe 1 n'est pas restreinte. Aucun équipement de sécurité spécial ni aménagement des locaux n'est nécessaire pour utiliser un système laser de classe 1. Tous les systèmes laser ULS sont également équipés d'un laser à diode rouge faible densité pour aligner les matières à traiter avec les lasers de traitement des matières. Les lasers à diode rouge sont similaires aux pointeurs laser utilisés dans les présentations. Ils sont considérés comme sûrs dans le cadre d’une utilisation publique. Les systèmes de laser ULS sont étiquetés comme systèmes laser de classe 2 en raison de la présence du laser à diode rouge pour l’alignement, mais ils respectent les exigences pour le ou les lasers de traitement des matières de classe 1. Certains systèmes laser ULS (ILS et XLS) peuvent être utilisés en mode classe 4 afin de traiter des matières trop grandes pour entrer complètement dans le système laser lorsqu'ils sont équipés d’un module de conversion classe 4 en option. Ce module contourne les circuits de verrouillage sur les portes latérales de ces systèmes laser, et ajoute des fonctions de sécurité supplémentaires uniquement requises sur les systèmes laser de Classe 4, telles qu’un interrupteur à clé pour empêcher toute utilisation non autorisée du système laser, un indicateur d'émissions pour signaler quand le laser est actif et un obturateur mécanique pour empêcher l'énergie laser d’entrer dans la zone de traitement des matières. L’utilisation du système laser en mode classe 4 présente des restrictions supplémentaires pour les opérateurs et le détenteur du système laser, y compris la nécessité d'un opérateur formé sur la sécurité du laser, d'équipements de sécurité du laser à porter par les opérateurs, et la désignation d’un espace réservé dans lequel le système laser doit être utilisé. Un grand nombre de ces mesures de sécurité sont indiquées dans la norme ANSI Z136.1 « American National Standard for the Safe Use of Lasers » ou dans les normes équivalentes disponibles dans la plupart des autres pays, telles que la norme européenne EN 60825-11. D'autres mesures de sécurité peuvent être exigées par le gouvernement et/ou les autorités locales, comme par exemple la réglementation BGV B2 sur les faisceaux laser de l'association allemande d'assurance de responsabilité patronale. Il incombe au propriétaire d'un système laser de classe 4 de prendre connaissance de ces lois et d'y adhérer.
Sécurité des produits
Les systèmes de laser ULS sont conçus et testés pour respecter les exigences de sécurité des produits conformément à la norme mondiale harmonisée pour les périphériques informatiques UL/EN608950. Ceci comprend la sécurité électrique et la certification IEM (interférences électromagnétiques) conformément aux normes de classe A. Le cas échéant, ce procédé comprend des tests tiers par des laboratoires d'essai agréés.
Les lasers sont évalués en fonctions des classifications harmonisées internationalement allant de la classe 1 (niveau de sécurité le plus élevé) à la classe 4 (niveau de sécurité le plus bas). Les systèmes de laser ULS contiennent une source laser CO2 et/ou une source laser à fibre dans un boîtier de classe A qui ne permet pas l'accès d'une personne au rayonnement laser dépassant les limites d'émission accessibles de classe 1 pour la durée de longueur d'onde et d'émission applicable. De ce fait, le système laser peut être utilisé en toute sécurité sans équipements de sécurité laser spécialisés requis en plus de ceux déjà intégrés au système laser. Un pointeur laser rouge de classe 2 visible permet d'assister dans le positionnement de la matière. En raison de la présence de ce pointeur rouge, les systèmes laser ULS sont catégorisés en classe 2 au niveau mondial. Avec un laser de classe 2, le clignement de l'œil humain permet d'éviter des dommages. Les systèmes laser de classe 2 peuvent donc être utilisés en toute sécurité sans équipements de sécurité supplémentaires dans des conditions normales d'utilisation. En revanche, vous ne devez pas essayer de fixer le pointeur laser rouge ou de le regarder avec des instruments optiques tels que des jumelles, des microscopes, des miroirs ou des surfaces réfléchissantes. ULS offre un Module de conversion classe 4, permettant ainsi de traiter des matières de manière prolongée ou en continu. . Une désignation de classe 4 indique que les personnes à proximité du système laser peuvent être directement exposées au rayonnement laser dangereux. Tout système laser de classe 4 nécessite l'utilisation d'un interrupteur à clé et de circuits de verrouillage pour fonctionner. Les normes de sécurité supplémentaires pour l'utilisation de la classe 4 varient d'un site à l'autre. D'autres informations sur l'utilisation du rayonnement laser de classe 4 sont disponibles à la demande.
ULS recommande la surveillance constante d'un système laser en fonctionnement : un opérateur doit toujours rester à portée de vue du procédé. Ceci est crucial pour réduire le risque d'incendie lors du traitement des matières avec un laser.
Les machines de découpe, gravure et marquage au laser ULS nécessitent un ordinateur dédié, un système de filtration des gaz d'échappement et d'évacuation des vapeurs, une puissance électrique appropriée et une source d'air comprimé (si l'assistance d'air est nécessaire pour le traitement des matières) dans une installation à température contrôlée entre 10° C (50° F) et 35° C (95° F), avec des niveaux d'humidité bas et exempte de poussières excessives sur un sol ou une plate-forme régulière et stable. Le Module de conversion classe 4 nécessite des préparations supplémentaires du site. Pour obtenir les caractéristiques techniques spécifiques d'un système laser, veuillez-vous reporter au Manuel des opérations de ce système laser.
Les systèmes ULS traitera les fichiers de conception imprimés à partir d'un vaste éventail de programmes tels que : Adobe® Illustrator®, CorelDRAW®, SOLIDWORKS et AutoCAD®.
Une garantie standard de 13 mois couvre des composants non consommables du système laser sur Plates-formes et Options, et une garantie de 25 mois protège les sources laser CO2. Les garanties standard peuvent être prolongées pour une durée maximale de 5 ans.
Chaque système laser contient des composants qui s'useront naturellement dans des conditions normales d'utilisation. L'inspection et le remplacement ultérieur de ces composants sont essentiels pour préserver la haute qualité du traitement des matières par laser que l'on est en en droit d'attendre d'un système laser ULS. La maintenance préventive typique comprend le remplacement des courroies synchrones, des roulements, du galet tendeur et du pignon d'entraînement pour le système de mouvement sur l'axe x environ tous les 1 à 2 ans. Tous les 2 à 3 ans, les courroies, roulements, galets tendeurs et pignons d'entraînement doivent être remplacés sur le système de mouvement sur l'axe y. Bien que ceci soit une règle générale de maintenance préventive, de nombreux facteurs peuvent augmenter ou réduire la durée entre les événements de maintenance préventive tels que : qualité du système d'évacuation, matière traitée, durée de fonctionnement et maintenance périodique (nettoyage) effectuée.
Les pilotes sont accessibles sur le CD ou la clé USB fourni(e) avec votre système laser. En outre, vous pouvez télécharger la dernière version via la fonction de mise à niveau sur le Panneau de Contrôle Universal (UCP) ou Laser System Manager (LSM) ou sur le site Web ULS à : Téléchargements de logiciels.
Le programme d'échange laser ULS est conçu pour fournir un remplacement rapide de toutes les sources laser CO2 ULS, avec une période d'arrêt limitée voire nulle. Rapid Reconfiguration™ rend l'installation du laser de rechange rapide, facile et sans outil, sans appel d'intervention ni formation nécessaire. Dans la plupart des cas, les sources laser sont livrées dans les 24 heures vers la plupart des emplacements et peuvent être installées et pré-étalonnées sur site. Pour programmer une réparation ou un échange de laser, utilisez Trouver un représentant ULS pour trouver le représentant agréé le plus proche ou Contacter l'assistance pour contacter directement ULS.
