Nomi correlati
Symalit® ECTFE, Norton® ECTFE
Halar® è il nome commerciale dell'etilene-clorotrifluoroetilene (ECTFE), un copolimero termoplastico di etilene e clorotrifluoroetilene. L'Halar è stato sviluppato ed è commercializzato da Solvay Specialty Polymers.
L'Halar è utile in applicazioni che richiedono un elevato grado di resistenza alla corrosione e una permeabilità ultraridotta. Perfino a temperatura e concentrazione elevate, l'Halar mostra un'eccellente resistenza ad acidi, solventi, ossidanti e sostanze caustiche. Inoltre, è resistente al calore e al fuoco e ha buone proprietà di isolamento elettrico (cioè, elevata resistività, bassa costante dielettrica).
Il colore naturale dell'Halar è biancastro, ma a volte è disponibile in colore nero. Sono disponibili fogli, aste e tessuti grossolani.
Nomi correlati
Nomi chimici
Fabbricanti
Le proprietà del materiale dell'Halar, principalmente resistenza al calore e all'ossidazione, lo rendono altamente compatibile con la tecnologia di lavorazione digitale di materiali mediante laser (DLMP®). Nelle sezioni a seguire si descrive l'influenza di tali proprietà sui risultati della tecnologia Digital Laser Material Processing (DLMP) (Lavorazione digitale di materiali mediante laser).
Gli effetti dell'interazione dell'energia laser con l'Halar sono ablazione del materiale e modifica del materiale. Nel caso dell'Halar, valgono i processi di taglio laser, incisione laser e marcatura laser. L'energia laser può ablare il materiale per tagliarlo, inciderlo o marcarlo oppure può modificare le proprietà superficiali per creare una marcatura visibile. Ciascuno di tali processi viene descritto nella rispettiva sezione a seguire.
White paper sulla lavorazione di materiali laser
Galleria



L'ablazione del materiale è un processo fisico che asporta il materiale. Il materiale viene asportato completamente dalla parte superiore a quella inferiore della superficie o parzialmente dalla parte superiore del materiale fino a una profondità specificata.
L'Halar è un eccellente assorbitore di energia laser CO2 (lunghezza d'onda = 10,6 μm). Quando l'Halar assorbe l'energia laser, converte rapidamente l'energia ottica in vibrazioni molecolari (calore). Con calore sufficiente, l'Halar subisce una rapida fusione e vaporizzazione, in cui i legami molecolari vengono interrotti in vari punti nella sua struttura molecolare. Il materiale che si trova direttamente nel percorso del laser viene ablato, generando vapori, ma non residui o scolorimento. Per l'ablazione laser dell'Halar, vengono principalmente utilizzati laser a CO2.
Il materiale appena all'esterno del punto focale o del percorso del laser condurrà un po' di calore, ma non in quantità sufficiente all'ablazione completa e accurata. Quest'area viene spesso indicata come zona influenzata dal calore o HAZ. Nel caso dell'Halar, si crea una HAZ minima, poiché l'Halar possiede un'elevata temperatura di fusione; le superfici adiacenti possono sopportare il calore condotto senza una fusione eccessiva. Come già visto nella panoramica sulla DLMP, gli effetti termici possono essere ridotti al minimo selezionando una potenza idonea per un dato spessore di materiale.
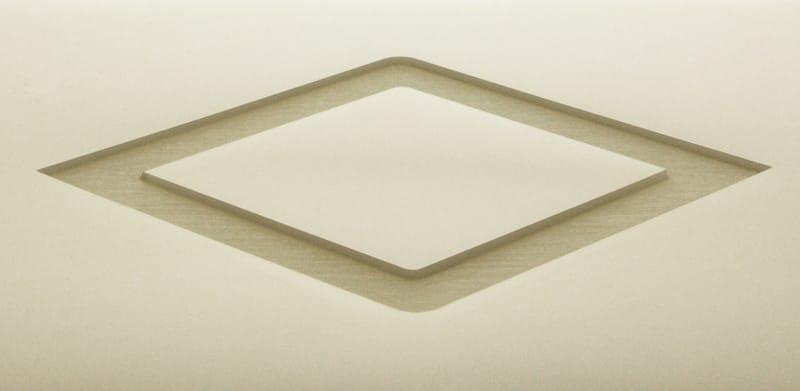
Il taglio laser è l'asportazione e separazione complete del materiale dalla superficie superiore a quella inferiore lungo un percorso designato.
Grazie alla sua eccellente resistenza alle temperature, l'Halar può essere tagliato con un elevato grado di precisione. I bordi che si ottengono dal taglio laser dell'Halar sono lisci e privi dello scolorimento a volte associato ai processi termici. Il taglio laser dell'Halar produce un bordo liscio; non occorre alcun'altra lavorazione supplementare. La capacità di base illustrata nell'esempio può essere estesa praticamente a qualsiasi forma, perfino complessa e a tagli molto ravvicinati.

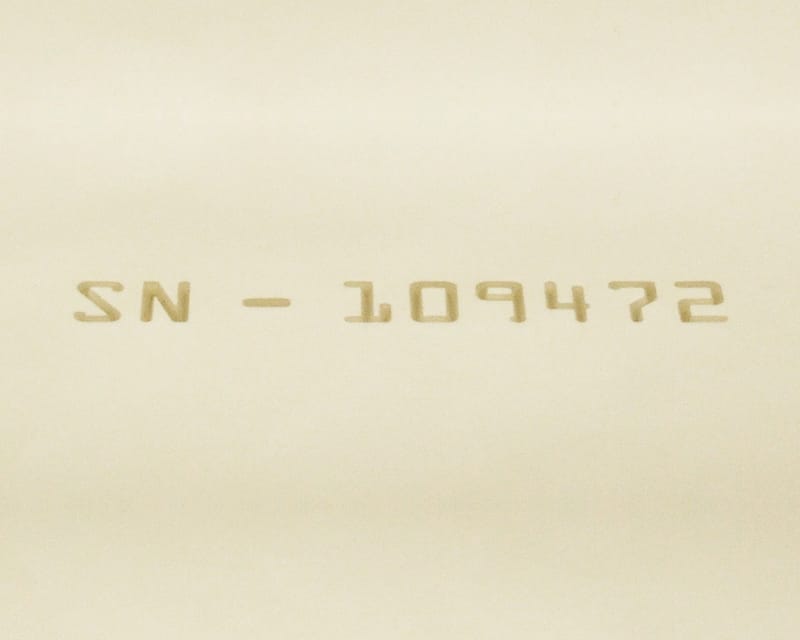
L'incisione laser è il processo mediante il quale il materiale viene asportato dalla parte superiore a quella inferiore fino a una profondità specificata. Tale operazione viene resa possibile dallo stretto controllo sulla modulazione del laser. Mediante la variazione continua della potenza laser, si può usare l'incisione laser per texture e informazioni, quali ad esempio testi e numeri. L'esempio mostra come sia possibile controllare l'energia laser per asportare materiale a una profondità controllata. L'Halar può essere inciso senza scolorimento o fusione significativi.
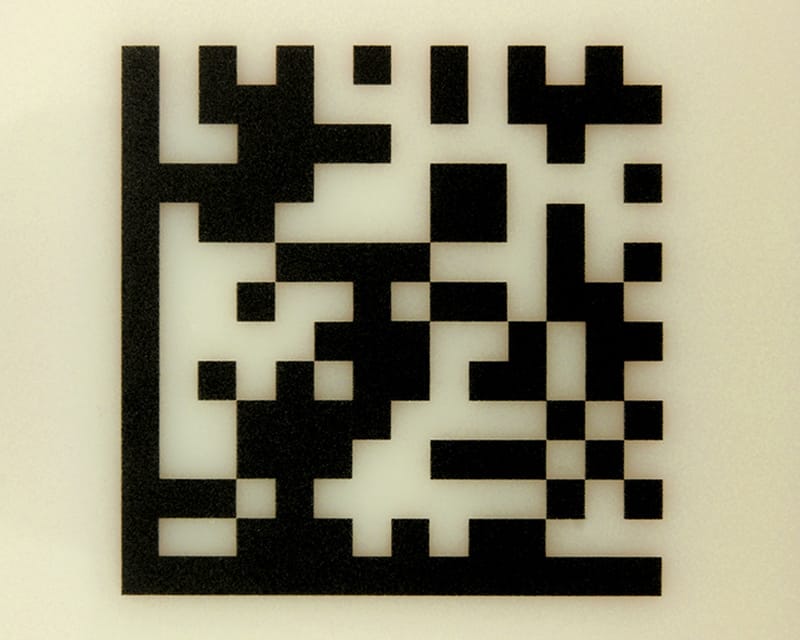
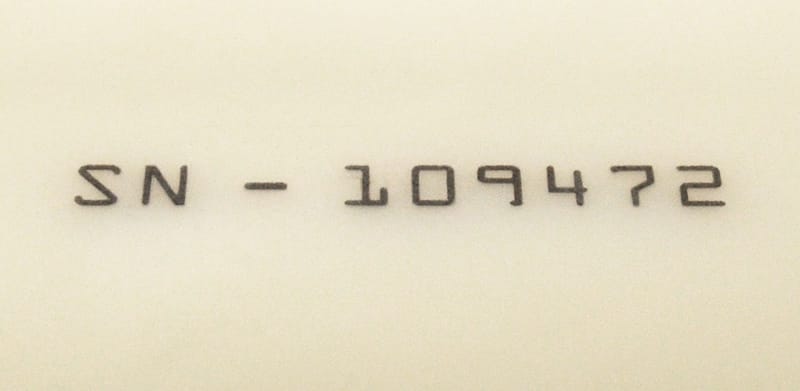
Quando l'energia laser viene usata per produrre un'identificazione o delle informazioni leggibili da persone e/o macchine in un materiale, quale un codice a barre, data/codice lotto, numero di serie o numero parte, il processo viene considerato marcatura laser o marcatura della profondità laser, sebbene sia fondamentalmente incisione nel materiale.
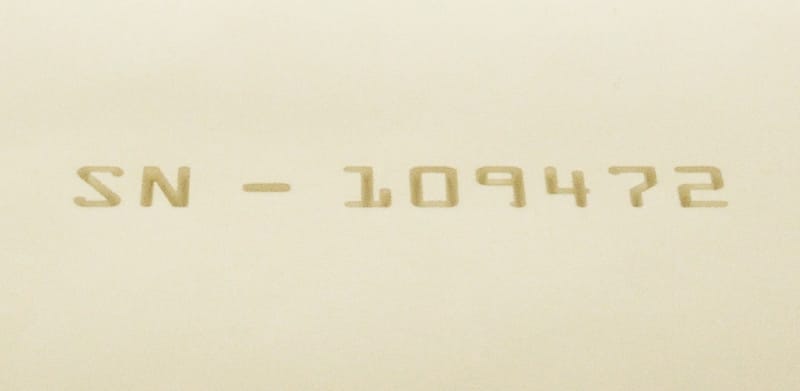
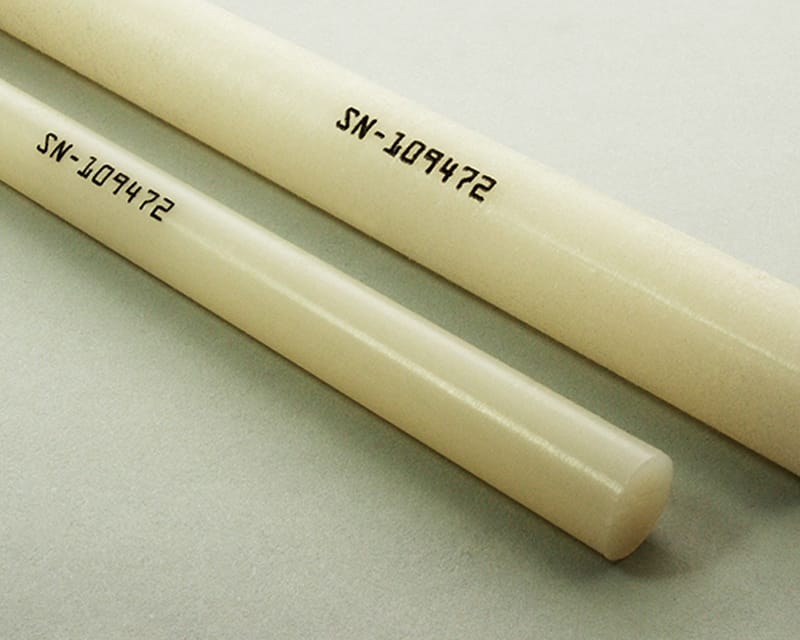
Come già visto, i laser a CO2 da 10,6 μm sono molto utili per la rimozione di materiale ai fini del taglio e dell'incisione. Tuttavia, i laser a CO2 sono inefficaci per creare contrasto. Per tale operazione, sono più adatti i laser a fibra. L'Halar assorbirà inoltre l'energia laser della fibra da 1,06 μm e la convertirà in calore. La potenza applicata alla superficie può essere controllata accuratamente al fine di creare contrasto senza rimozione di materiale. La marcatura risultante sarà di colore nero. Questo processo, a volte indicato come carbonizzazione, non lascia residui né polvere.
L'Halar può essere marcato in superficie con un laser a fibra per veicolare informazioni, quali numeri, testo, codici a barre e perfino fotografie. La marcatura è permanente e mostra un buon contrasto, rendendola un'alternativa interessante ai metodi a inchiostro. Questo processo è molto idoneo alla creazione di informazioni leggibili da persone e macchine.
È possibile applicare processi multipli all'Halar senza dover spostare o fissare nuovamente il materiale. Questa immagine esemplificativa mostra come sia possibile combinare i processi per tagliare l'Halar da fogli di lamiera, incidere un canale nel materiale e marcare un numero di serie sulla superficie. L'ordine di questi processi può essere controllato dall'operatore.

Le interazioni tra laser e materiale creeranno sempre effluente gassoso e/o particolato. In ragione della sua complessa chimica dei polimeri e delle macromolecole, la lavorazione laser dell'Halar usando un laser a CO2 produce un'ampia gamma di gas contenenti fluoro e cloro. Soprattutto, questo effluente contiene acido cloridrico e fluoruro di idrogeno. Questi gas e particolati devono essere convogliati verso un ambiente esterno in base alle normative governative. Oppure, è possibile trattare l'effluente prima con un sistema di filtrazione e poi convogliarlo a un ambiente esterno. L'Halar è resistente alle temperature elevate, ma può subire reazioni esotermiche se dispone di energia laser sufficiente. Pertanto, occorre sempre monitorare la lavorazione laser dell'Halar.
