There are three primary CO2 laser types found today in the market Universal Laser Systems serves: metal core, ceramic core, and glass tube. Within each category there are several different technologies used to control and supply power to these laser sources. Ceramic core lasers were developed in the 1970s for commercial applications as water-cooled, ion gas lasers. Glass core lasers use archaic glass-blowing construction techniques to make inexpensive laser sources. By contrast, metal laser technology has its genesis in military developments under Department of Defense contracts for the most demanding and mission-critical applications. In the late 1980s, the military programs were complete. However, metal core laser development continued in order to make the highly-reliable and serviceable lasers affordable for commercial and industrial applications.
Glass Core Laser
Metal Core Laser
Using decades of materials processing expertise, numerous patented technologies, and millions of hours of field service around the world, ULS has designed a highly-optimized solution for cutting, marking and engraving: an integrated air-cooled, metal core, CO2 laser source, with a mode-replicating, free-space slab resonator and an integrated RF power supply. The combination of technologies involved in this design not only makes ULS laser sources compact, but also permits both pulsed and true continuous wave (CW) operation. Furthermore, the combination of military grade construction and the ability to completely reprocess the laser renders these laser sources indefinitely maintainable.
ULS manufactures lasers ranging from 10 watts up to 500 watts in output power at both 10.6µm and 9.3µm wavelengths. All ULS laser sources have integrated air-cooling throughout the entire power range. The laser sources provide several processing benefits to the customer:
Excellent Processing Quality – The improved ability to focus the laser beam results in highly consistent processing.
High Processing Throughput – Through more effective use of laser energy the systems throughput can be dramatically improved.
Enables Multiple Other Universal Features – Examples include Rapid Reconfiguration™, Dual Laser and SuperSpeed™ technologies.
Operational Safety – Aerospace grade welded aluminum, low voltage power supplies along with integrated safety features reduce the risk of hazards.
High Reliability and Serviceability– The design of the laser sources along with a unique laser service program reduces the system downtime significantly.
Excellent Processing Quality
ULS CO2 laser sources deliver the best and most consistent processing quality of any air cooled laser source on the market. This can be measured by looking at three different aspects of a laser source: beam power distribution, beam variations over the processing field, and the consistency of power over time.
Beam Power Distribution
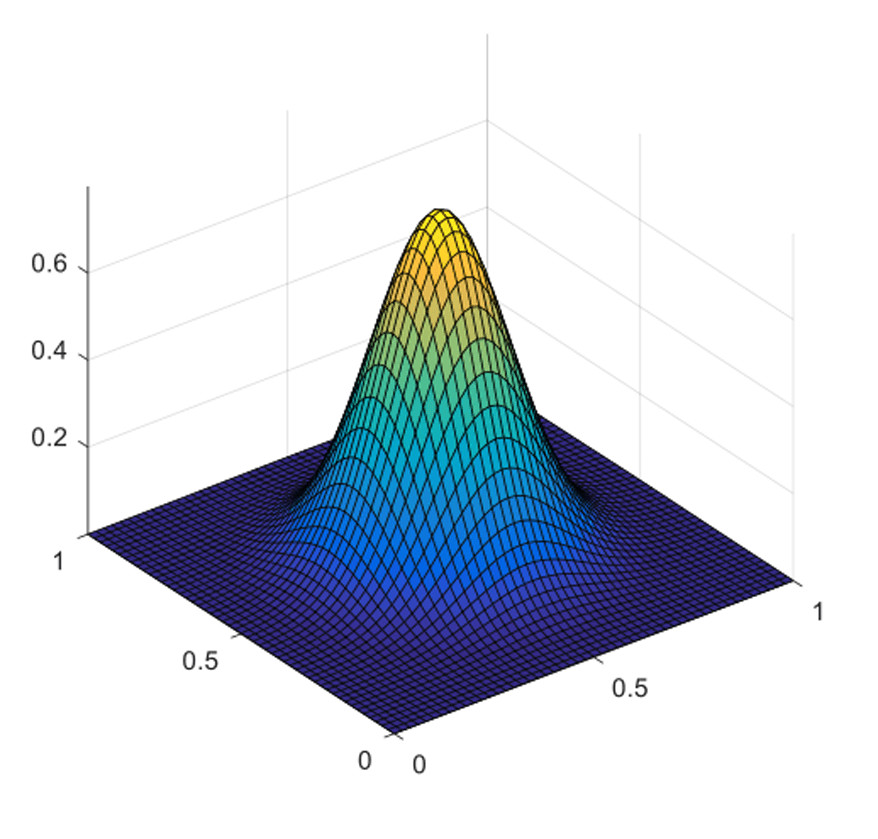
ULS Lasers have a highly Gaussian power distribution with an M2 of 1.1. This type of beam is highly-desirable for materials processing, as it allows focusing optics to concentrate the maximum amount of energy onto the material with the smallest possible focal spot size. Small spot size means smaller kerf widths in cuts, along with higher resolution in marking, imaging and engraving.
The cross-sectional power distribution of a clean Gaussian beam. A Gaussian beam will produce consistent results regardless of the direction of travel and will maximize the beam’s power density at focus.
Beam Variations over the Processing Area
In the typical gantry style X-Y beam positioning system used by ULS and many other manufacturers, the distance from the laser source to the processing location changes as the beam-delivery carriage traverses the processing area. To maintain processing consistency, the focal spot size must remain reasonably consistent across the entire processing area. Unlike other manufacturers, ULS Laser sources use a free-space resonator which results in higher focal spot consistency over the entire laser processing area. This means that laser material modification made with ULS laser sources have more consistent visual and dimensional characteristics regardless of where the processing takes place in the field.
Consistency of Power over Time
Laser sources generate a substantial thermal load during operation causing slight mechanical changes to the optical resonator and increased temperature of the active media. This can result in changes to the beam quality and output power of the laser. Thermal management of the laser is key to achieving consistent results over a wide thermal operating range. In the past, water cooling was employed to manage heat in CO2 lasers over 25 watts. ULS pioneered the use of air cooling in CO2 lasers, thus developing numerous technical advancements that have allowed the company to provide air cooled lasers to the market up to 500 watts. ULS was also one of the first to recognize the advantages of air cooled lasers in laser material processing. Air cooling eliminates the need for expensive and difficult to maintain water chillers and reduces the complexity and footprint of a laser material processing system. ULS was the first manufacturer to provide an entire line of laser systems with air cooled laser sources.
ULS has integrated the three main functional blocks of a laser source: the optical resonator, power supply, and thermal management solution, into a single compact package. Additionally, the ULS patented resonator design uses a highly-efficient mode-replicating configuration that uses active media efficiently. This high level of integration, efficiency, and all metal construction allows components to be cooled by one or two high-efficiency variable speed blowers that manage temperature fluctuations, regardless of laser use and ambient conditions. With other laser technologies such as ceramic core laser sources, cooling becomes much more difficult because the thermal conductivity of ceramics is substantially lower than that of metals. This means that ULS laser sources will produce consistent processing quality over a wide range of environmental operating conditions with the convenience and cost effectiveness of air cooling.
Higher Processing Throughput
The role laser sources play in processing throughput is primarily a function of available power, laser response, and proper management of laser energy applied to the material being processed.
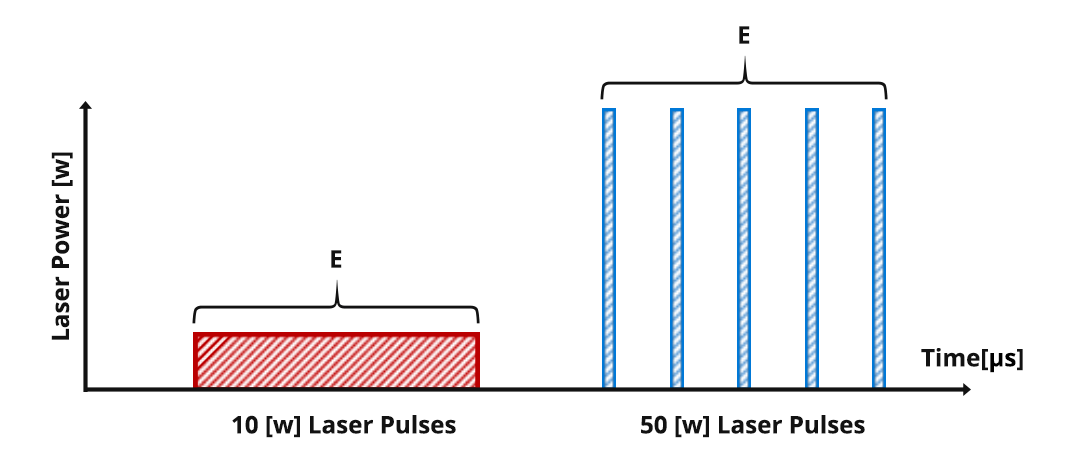
Available peak power is an important consideration for material processing throughput. More laser power is not always better. Material processing results are affected by a complex combination of numerous variables including available peak power, wavelength, rate of power delivery, power density, etc. Although a higher power laser can be modulated to deliver the same average power as a lower rated laser source, the laser-material interaction will not always be the same. For example, 10 and 50 watt laser sources can both deliver 10 watts of average power; however, a 50 watt laser must be on for 20% of the time and off for the remaining 80% to accomplish this. During the 20% on time, the 50 watt laser is emitting up to 50 watts of peak laser power, not 10 watts as seen in the illustration below. Overall energy delivered to the material is the same in both cases, but in one case the energy is delivered continuously at a lower power level, and in the other case the energy is delivered in short bursts at much higher power levels. Each method of energy delivery can produce a different result on the material and the choice of laser source for a given application depends on the desired result. In general, it is best to have both types of laser sources in order to optimize laser material interactions across a broad range of materials.
An illustration showing pulses of the same average power produced by both 10 watt and 50 watt laser sources. Each rectangle represents the same amount of pulse energy ‘E’ and occur over the same amount of time. Although the average power is the same, the peak power is different for each laser which will change the way the laser energy affects the material being processed.
Additionally, all CO2 laser sources require a small amount of time for their optical output to rise to their rated power and to fall to zero power output. The amount of time required for the laser to undergo these transitions is called the response time and is the most crucial factor to processing throughput in raster imaging applications. ULS CO2 metal core lasers exhibit excellent response times when compared to older glass tube laser technology. A typical glass tube laser will have a response time that is substantially longer than the metal core counterpart. This is due in part to the laser’s construction and in part to the controlling electronics. This significantly reduces imaging throughput on glass tube laser systems.
When optimizing throughput for laser material processing results, laser response time is important, but it is not the only consideration. Several laser systems manufacturers in recent years have been promoting focus carriage speeds for raster marking in excess of 100 inches/s (2.5 m/s). High focus carriage speeds attempt to increase throughput through brute force, but higher speeds can have an adverse effect on throughput, particularly in imaging applications. Overlap between raster passes is an important criteria when raster imaging. The amount of overlap affects the edge quality of raster images as well as the flatness an engraved area. Higher processing speeds reduce energy density applied to the material and therefore reduce width of material removed, ultimately reducing overlap between passes. This lack of overlap at higher speeds can require the user to decrease line spacing (increase LPI) to compensate which reduces throughput.
Taken as a whole laser response time and reduced overlap at higher speeds indicate a need for prudence when designing an effective laser material processing solution. Proper management of laser energy is the key to optimizing throughput for laser material processing. A laser system with flexibility to manage laser energy in numerous ways gives users the dramatically increased ability to optimize throughput for the widest variety of materials and applications. ULS laser sources are designed to enable many ULS technologies that allow the user to manage laser energy delivery in unique and effective ways.
Enables Multiple Universal Features
ULS laser sources are an integral part of the product and technology ecosystem and work in conjunction with several other Unique Universal features to deliver the optimal processing solution for each customer.
Rapid Reconfiguration™
All lasers are precision-aligned at the factory to a common reference standard, enabling CO2 lasers produced by ULS to be compatible with virtually all ULS laser processing systems. Laser sources can be added and removed from the system within seconds without any tools or training, with a ULS patented technology called Rapid Reconfiguration™, another feature that substantially improves processing flexibility and throughput. Many laser processing applications are sensitive to laser energy density and wavelength. Rapid reconfiguration allows total laser energy and wavelength to be reconfigured easily granting the user extreme flexibility to optimize a laser system configuration for a wide variety for material processing needs.
Dual Laser™
ULS metal core CO2 lasers, unlike ceramic or glass tube lasers, are linearly-polarized, allowing ULS laser processing systems to use more than one laser at a time on the same system. Multiple lasers have several benefits to the user: they can increase the overall system power, thereby increasing processing throughput when needed, and they can make systems more flexible and able to process a larger variety of materials by using one or both lasers depending on peak power and average power requirements of the process at hand. Dual Laser technology also enables the use of multiple wavelength sources to further increase processing flexibility. Some materials exhibit asymmetric interactions with polarized light, which can be undesirable in some instances. By combining two linearly-polarized beams at 90 degrees to one another, any processing asymmetries due to polarization can be eliminated, resulting in consistent marks and cuts regardless of the direction of travel. These are several of the benefits of Dual Laser technology.
SuperSpeed™
Linear polarization also enables the use of SuperSpeed™, another Unique Universal feature that can more than double processing throughput during raster marking and engraving.
System Integration and the Materials Database
ULS laser systems and laser sources are in constant communication to ensure proper system operation, processing, simplicity, and safety. The laser system reads the rated power and wavelength of every laser installed, allowing the Materials Database to calculate the optimal parameters for processing automatically. The lasers are also tied into the system’s safety interlocks. If a door or access panel is opened, the lasers will instantly halt operation, keeping both the user and the system safe. The lasers also maintain a suite of diagnostic information which can prove useful if a laser source is ever compromised and is in need of service.
Operational Safety
Both ceramic and glass laser sources contain brittle structural elements that can easily be damaged if they suffer any type of impact. In sharp contrast, metal core lasers from ULS are constructed from robotically-welded aircraft grade Aluminum, making them extremely robust devices. They can easily be moved, installed, shipped and stored without fear of damage.
The compact design of ULS laser sources also makes them much easier to handle: no water tubes, chillers, high voltage wires or remote RF power supplies to manage. Water and high voltage electronics always present a safety hazard when either system does not function properly, for instance in the case of a water leak. Power supplies for glass tube lasers have operating voltages in excess of 25,000V and are always remotely connected to their power source through high voltage cables and connectors, presenting a lethal electrical shock hazard. In addition, the power supplies used to power glass tube laser sources operate in an electrical current range (30 to 150 mA) that is particularly dangerous to the human heart causing defibrillation and death. This technology requires these high voltages to ionize the gasses within the laser tube. By contrast, RF laser sources like those supplied by ULS, are fundamentally different, do not utilize high voltages, and are therefore inherently safer.
ULS lasers also have several built-in features which mitigate safety issues before they can cause damage to the system, the facility, or personnel. Both over-temperature and under-temperature sensors are present within each laser source and are designed to halt operation if either condition is violated, increasing the life of the laser. The lasers are also hard-wired into the interlock safety system to cease processing if any door or access panel is opened. This further increases the safety of the customer.
High Reliability and Serviceability
ULS laser sources have an incredible track record for long service life. Tens of thousands of metal core CO2 lasers have been manufactured by ULS since 1997, with many lasers still in active service after a decade of operation. Furthermore, the metal construction allows the lasers to be serviced, recharged, and redeployed for an indefinite amount of time, an advantage that is not possible with ceramic or glass laser sources since they are typically glued or fused together when manufactured and cannot be disassembled.
When a laser source needs recharging, it is worth noting that ULS also has a unique in the industry exchange program, Rather than refurbish the users laser which can result in significant down time, ULS quickly ships a replacement laser source to the customer for exchange. Once the exchange laser source arrives, it takes only seconds to install and the old laser is sent back in its place resulting in no downtime for the customer. A replacement exchange laser source is typically sent out to the user within 24 hours of a request for service.