Air Filtration Units
Laser material processing produces byproduct comprised of particulates (smoke) and volatile organic compounds or VOCs (fumes) which must be removed from the material processing area of a laser system and handled in a safe and appropriate manner. It is best practice to filter the byproducts from the exhaust air stream before venting to the outside whenever possible. ULS provides a line of air filtration solutions appropriately sized for each laser system. These air filtration solutions contain patented technology to improve performance and safety. ULS air filtration solutions provide the following benefits to the user:
- Increased Safety
The innovative, patented sensor suite monitors filtration performance at every stage of filtration and protects the user and the environment like no other manufacturer. - Improved Return on Investment
Extremely efficient use of consumable filter media improves cost of operation compared to other less sophisticated solutions. - Enriched User Experience
Extremely quiet operation, industry leading ease of use, and integration with the ULS product eco-system. - Reduced Facilities Requirements
Reduces or eliminates the need for expensive infrastructure projects to add or upgrade exhaust equipment. - High Reliability and Serviceability
Ruggedized components and tool-less ergonomic filter replacement.
How Air Filtration Units Work
The ULS family of air filtration systems removes contaminated air from a laser system and filters out the byproducts (particulate and fumes) produced when processing materials with a laser.

UAC 4000 air filtration system front side view
Both the UAC 2000 and the UAC 4000 use a four stage filtration system (Pre Filter, HEPA Filter and Dual Carbon Filters) to effectively remove these byproducts from the exhaust air. Sensors monitor each stage and alert the user when filter media needs replacing. A unique dual carbon filter stage increases the life of the carbon filters by allowing the activated carbon to be fully consumed. Variable speed exhaust blowers maintain constant air flow rate as the particle filters are consumed. The UAC 2000 and the UAC 4000 communicate with ULS laser systems to turn filtration on and off with laser material processing and to report filter status. An integrated CO monitor alerts the user to dangerous CO levels in the surrounding environment.
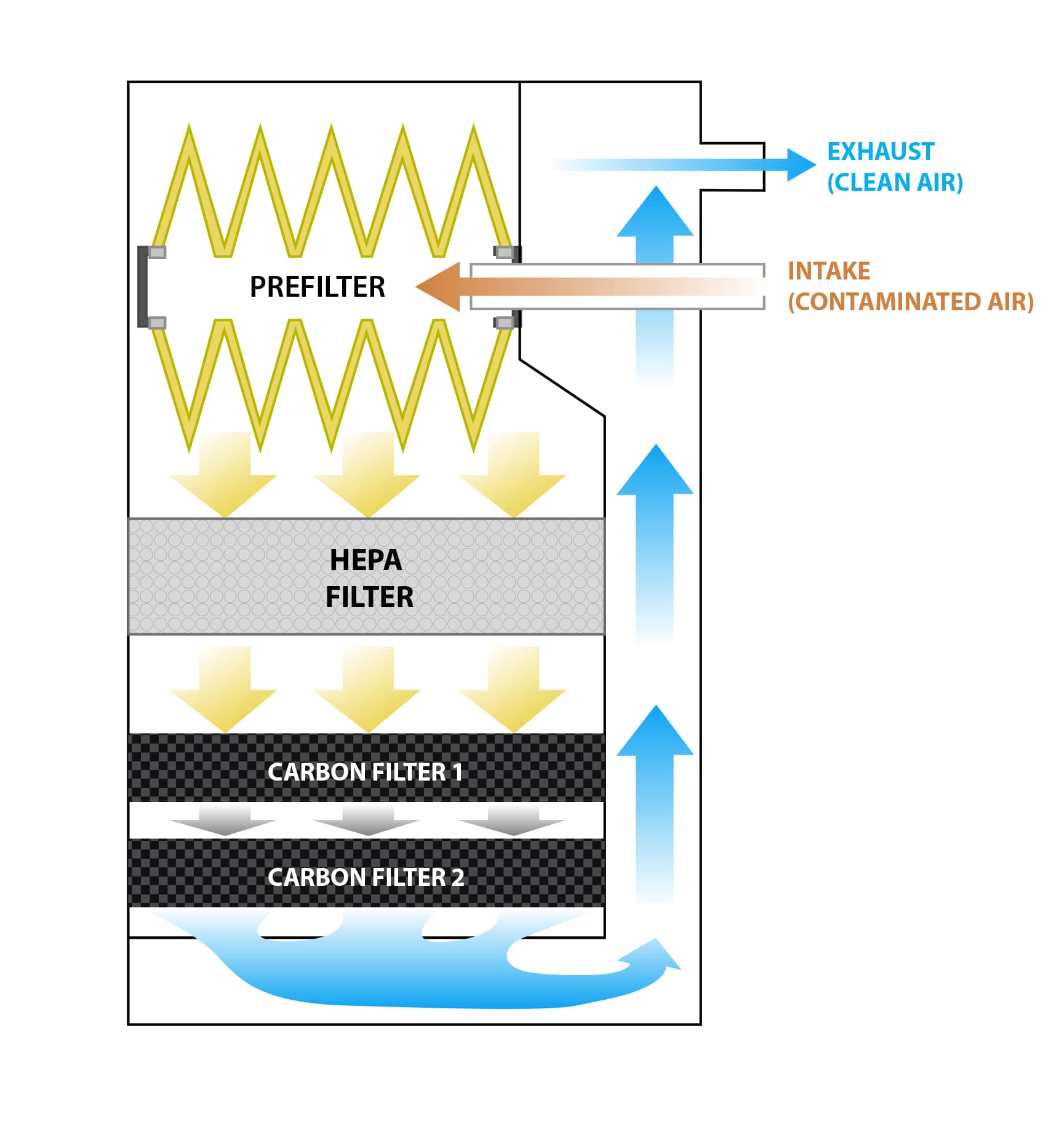
Filter path schematic
Increased Safety
A full suite of sensors monitors every stage of the filtration process as well as air flow and the surrounding environment. This is done to ensure the filtration system is performing properly to maintain a safe operating environment for laser material processing.
Particulate Filtration and Air Flow Sensors
Pressure sensors monitor pressure differentials across each of the particulate filters and effectively monitor performance by measuring the increase in backpressure as each filter is consumed. An air flow sensor works in combination with these backpressure sensors to increase air flow as backpressure builds in order to maintain a safe minimum level of air flow. If an air filter stage becomes blocked for any reason, the airflow sensor can detect the drop in air flow below minimal limits and stop laser processing. These sensors together ensure a safe working environment by maintaining sufficient exhaust flow.
Fume Filtration Sensors
Carbon filter stages cannot be monitored with pressure sensors because backpressure does not increase with the adsorption process by which carbon captures VOCs (fumes). This makes it challenging to monitor the status of carbon filter stages. Some manufacturers of filtration systems do not attempt to monitor carbon filter stages leaving it up to the user to determine when a carbon filter is consumed. Users are told to change carbon filters when they smell odors in the environment. This approach is very subjective and therefore an unsafe method.
VOC sensors are available and other manufacturers will place one of these sensors after a carbon filter stage to serve as a monitor, but this solution has a serious flaw. These sensors react to the presence of a large range of VOCs, cannot distinguish between different compounds, and react differently to different compounds. Therefore they cannot be calibrated to measure actual levels of the wide variety of VOCs produced during laser material processing.
ULS has developed a new and exclusive method for monitoring carbon filter stages that addresses all of the issues discussed above. A patented dual carbon filter stage uses two carbon filters with three VOC sensors: one deployed upstream of the first carbon filter, one deployed between the first and second carbon filter, and one deployed after the second carbon filter. The middle sensor can detect breakthrough of fumes in the first stage of carbon. The middle sensor can be compared with the top sensor to measure effectiveness of the first carbon stage. When the top and middle sensors sense equal levels of fumes, the first stage is fully consumed. The last carbon sensor ensures that the second stage carbon filter continues to prevent fumes from passing through to the surrounding environment even after breakthrough occurs in the first carbon stage.
Unlike other solutions, this three sensor arrangement around dual stages of carbon can reliably monitor effectiveness of carbon filtering while protecting the surrounding environment from fumes, further increasing the safety of laser material processing.
Environment Monitoring
UAC air filtration solutions have a built-in carbon monoxide sensor to monitor the surrounding environment. This sensor will trigger an audible alarm to warn the user if carbon monoxide levels in the surrounding environment reach unsafe levels, and it will stop laser material processing through the communications link with the laser system. This prevents further production of carbon monoxide until levels drop below hazardous limits, thus ensuring the safety of the operator.
Improved Return on Investment
ULS air filtration systems are designed with high capacity filter stages for volume laser material processing. High capacity filter media can be expensive to replace so it is an important design consideration to use the filter media as effectively and efficiently as possible. ULS air filtration systems address this issue in two key ways which provide improved return on investment over time.
Particle Filtration
Particle filtration is a mechanical barrier process that captures particulate by passing contaminated air through a barrier media with pores that are sized to prevent particles larger than the pore size from passing through. Particle filters are fully consumed when the majority of the pores are blocked by particulate and contaminated air cannot pass through the media anymore.
HEPA filter media is typically employed in the second stage of the particulate filtration process for capturing very fine particulate down to 0.3 µm. This type of media has an extremely fine structure which can easily be contaminated by larger particulate. Pre-filters are typically used to capture the larger particulate and extend the life of the HEPA filter as much as possible. The high capacity pre-filters used in the UAC filtration systems are relatively inexpensive and use pleated bag construction which has generous surface area to effectively capture large particulate. Use of these pre-filters helps to extend the life of the HEPA filter improving cost effectiveness of the particulate filtration subsystem.
Fume Filtration
Carbon filter media used in the fume filtration stage is the most expensive filter media in a typical filtration solution in this market segment. Carbon filter media does not capture fumes using a barrier process, but instead uses a volume filtration process called adsorption in which VOCs must be exposed to the carbon media for a period of time to be adsorbed into the carbon. Typically, a carbon bed with a large surface area and a defined thickness is used to slow the contaminated air and allow the VOCs a certain amount of dwell time in the carbon media for adsorption to be effective. Adsorption starts at the leading edge of the carbon bed, and as the carbon media at the leading edge of the bed captures VOCs, this carbon will become saturated and unable to capture more VOCs. As the process continues, carbon deeper in the bed begins to adsorb VOCs. Consumption of carbon progresses from leading edge to trailing edge of the bed. Unfortunately, due to variations in the air flow through the carbon bed and variations in the effectiveness of the carbon media itself, carbon is not consumed evenly from top to bottom of the bed. There is typically breakthrough of fumes in some portion of the bed prior to full consumption of the carbon media. In tests conducted by ULS scientists, it was discovered that as much as 1/3 of the carbon in a typical carbon filter bed is not fully consumed when breakthrough occurs as illustrated in the figure below.
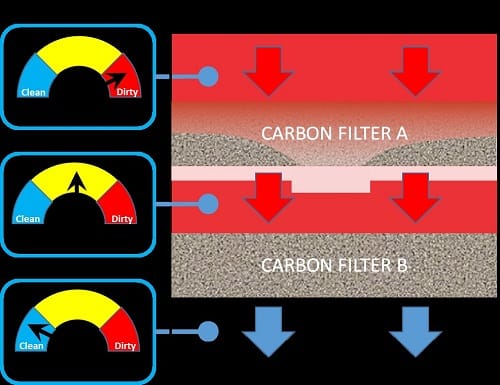
Illustration showing unconsumed carbon at fume breakthrough in the top carbon bed
When breakthrough occurs in a single stage carbon filter solution typically found in products by other manufacturers, fumes start to pass through to the surrounding environment. The user is usually instructed to replace the carbon filter at this point even though a significant amount of carbon is still not fully consumed. The patented dual carbon filter stage found in the ULS air filtration systems addresses this issue by placing a second bed of carbon after the first bed allowing the carbon filter media in the first bed to be fully consumed while the second bed prevents fumes from entering the surrounding environment. Additionally, the unique sensor scheme described in the previous section allows the system to measure consumption of the first stage to reliably determine when it is fully consumed.
Another benefit of this dual carbon stage design is realized by using the same form factor for both carbon filter stages. This allows the user to move the partially consumed second filter stage to the first stage location and place the new filter stage in the second stage position in order to fully consume the carbon previously in the second stage. Through the use of this exclusive technology, the user can be confident when replacing the carbon filters on a ULS air filtration unit that the media is fully consumed and over time the user’s return on investment in carbon media will be maximized.
Enriched User Experience
As part of the ecosystem of modular components that enable ULS to provide tailored solutions for laser material processing, ULS air filtration units are designed to communicate with ULS laser systems. This allows the laser system to turn filtration on and off with laser processing, thereby reducing load and wear and tear on the filtration unit over time. The communications link also allows for a richer user experience by communicating status of all aspects of the filtration system to the laser system. This information can then be displayed directly within the software user interface that operates the laser system. Warning messages are displayed when filters are nearing end of life giving users time to order replacement filters. Warnings are also displayed and laser material processing is prevented if a safe operating environment can’t be maintained for any reason such as: lack of air flow from a blockage in the filter system, a filter that has reached end of life, or elevated carbon monoxide levels in the surrounding environment.
User experience is also enhanced through industry leading sound abatement. High performance blowers are required to provide adequate air flow to effectively remove and filter byproducts of laser material processing. High noise levels are a common complaint with other filter systems on the market. ULS engineers took great care to control noise when designing the ULS air filtration products, with the result being an extremely quiet solution which can be placed next to a laser system with negligible effect on the ambient noise level.
Reduced Facilities Requirements
When a user considers adopting laser material processing technology, they must typically perform a site survey to make sure their facility is equipped to support laser material processing. One of the more costly impacts is installation of properly configured exhaust. Contractors must be hired to install an appropriately sized exhaust blower on the outside of the facility and route adequate ducting inside to the laser system. A ULS air filtration system can replace the need for external exhaust in an appropriately ventilated work area, thus reducing the impact on facilities and reducing total cost of ownership.
High Reliability and serviceability
ULS filtration systems have several design advantages that make for superior serviceability and reliability.
Filter Replacement
Filter replacement is performed from the front of the ULS air filtration system through convenient doors. All filter stages are held against their seals using hand release mechanisms so no tools are required. Each filter stage is designed to be replaced by a single operator with the heaviest media, the carbon filter, being slightly under 25 lbs. as opposed to filter stages from other manufacturers which can weigh upwards of 60 lbs. This illustrates another advantage of the dual carbon stage design which splits the carbon between two beds, thereby reducing weight of each filter while providing the effective filtering capacity of both stages combined.
Cleaning
Large particulate makes up the bulk of the byproduct in many laser material processing applications and is also the component of the byproduct stream that forces most of the routine cleaning required to care for and maintain a filtration system. The majority of this large particulate is captured by the pre-filter stage. Because of this, much care was taken in designing the pre-filter stage of the ULS air filtration systems to make cleaning as convenient as possible for the user. The pre-filters are connected to a detachable box that can be easily removed from the system to aid in cleaning while replacement pre-filter media is installed. All heavy particulate is captured in this detachable box so the remaining portions of the air filtration system remain relatively clean. This reduces work required to maintain the overall system.
Blowers
One common cost cutting method found on some filter solutions on the market is the use of brushed blowers which require replacement of the electrical commutation brushes after so many hours of service. This typically requires extensive disassemble. In contrast, the ULS air filtration systems utilize high reliability brushless blowers for long maintenance free operation.
