Gas Assist with Optics Protection
The flow of gases (air, nitrogen, hydrogen, oxygen, etc.) plays an extremely important role in laser material processing. They can be used to avoid surface contamination by clearing dust and debris, or to manage the complex chemical interactions which occur during laser material processing. ULS uses Gas Assist with Optics Protection technology to:
- Improve Laser Material Processing Quality
Gas Assist can be highly advantageous in processing almost any material. - Reduce Operational Costs
Processing speed can be dramatically increased with the aid of processing gasses. - Increase Laser System Safety
Gas Assist permits the safe processing of combustible materials and materials which produce combustible byproducts. - Reduce Maintenance
Gas Assist helps to maintain a clean working environment within the enclosure reducing contamination of the optical surfaces and motion components.
How ULS Gas Assist and Optics Protection Works
ULS Gas Assist and Optics Protection uses an array of components to handle laser material processing byproducts, improve processing quality and throughput, and to reduce maintenance. Below are four classifications of components used for this purpose.
Manual Gas Assist and Computer-Controlled Gas Assist
Gas Assist injects a stream of gases onto the material being processed at the point where the laser focuses onto the material. This can be used to keep the substrate clear of debris, prevent or promote certain chemical reactions, and remove bulk material. The gases can be supplied either by an air compressor or from external gas tanks.
Optics Protection
Optics protection supplies a constant stream of clean, compressed air to several diffusers within the laser system. Air flows out of these diffusers creating a barrier of positive air pressure around critical optical elements, such as mirrors and lenses. This inhibits the dust and debris generated during processing from contaminating the optical surfaces, which improves the life of the optics, processing throughput and quality.
Computer-Controlled Gas Assist performs the same function as Gas Assist but also controls the flow rate of the gases streaming through a servo valve. This allows the rate of gas injection to change between design files or between individual processes within the same design file. Additionally, the user can select a mixture of gases and their ratios on some ULS systems.
ULS Air Compressors
Compressed air can be supplied from a variety of sources: shop air, air tanks, or air compressors. There are many factors to consider when selecting an air source for laser material processing, namely the air cleanliness and oil and moisture content. ULS offers a compressed air solution that delivers optimally-conditioned air to both the Optics Protection and Gas Assist components. Additionally, the compressor controls the laser cutting, engraving, and marking equipment by supplying air only when it is demanded, reducing unnecessary wear, electrical costs and noise.
Gas Assist Attachments
Gases can be delivered through one of two different Gas Assist attachments: the Coaxial Gas Assist or the Lateral Gas Assist. The Coaxial Gas Assist directs flow perpendicular to the material’s surface. There is a different Coaxial Gas Assist for each focusing lens, which maintains the optimal distance from the material while avoiding beam path obstruction. The Lateral Gas Assist directs air across the material and is user-adjustable in both position and orientation, to perfectly suit the needs of a given material. Each type of flow is advantageous for a variety of materials processing applications.
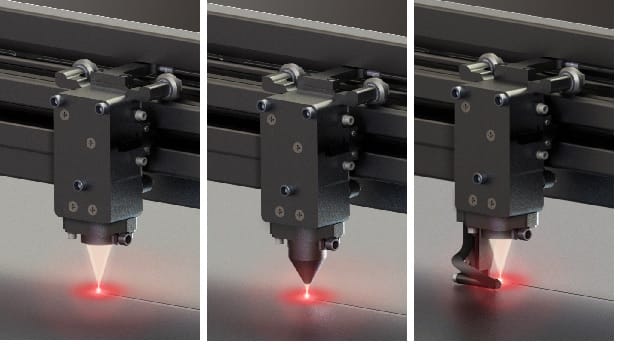
A rendering of the carriage with no Gas Assist Attachment (left), the Coaxial Gas Assist (center), and the Lateral Gas Assist (right)
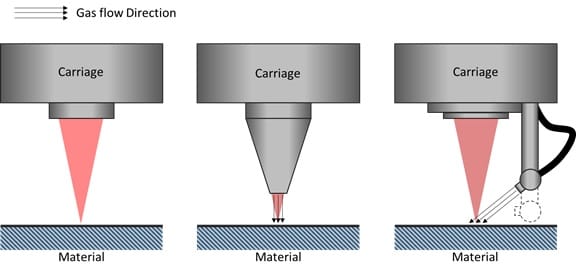
A schematic of the carriage with no Gas Assist Attachment (left), the Coaxial Gas Assist (center), and the Lateral Gas Assist (right)
Improved Laser Material Processing
Laser material processing produces byproducts such as dust, debris, effluent, smoke, and vapors, to name a few. The nature of these byproducts are highly material-dependent. For example, laser processing of wood and paper products results in combustion; generating CO2 and water vapor along with smoke and ash. Marking on anodized aluminum creates virtually no byproduct – the laser decomposes the organic dies within the anodized coating. Marking on iron and iron compounds produces metal oxides which can be helpful for high-contrast marking applications but is undesirable when cutting.
Gas Assist and Computer-Controlled Gas Assist inject gasses such as Nitrogen, Helium, Argon, or Air at the point of processing to help manage these byproducts. The resulting processed material quality can be dramatically improved through three different mechanisms; mechanical byproduct removal, thermal heat conduction, and by enhancing or inhibiting chemical reactions.
Mechanical Byproduct Removal
Regardless of the type of gas used, the forceful stream injected into the processing point helps to remove the buildup of byproduct on and around the material. In materials that melt when exposed to laser energy, this can help by ejecting the melt pool, resulting in cleaner, more-consistent laser cutting and laser marking. Materials that produce gases can inhibit the delivery of laser energy or change the localized chemistry. By blowing these gases away, processing can be improved. Some materials rapidly solidify and can interfere with laser material processing by blocking the laser beam’s path to its surface. In these cases it is imperative to remove the material to prevent it from interfering with the process.
The Coaxial Gas Assist and Lateral Gas Assist attachments permit the user to control the way in which the material is ejected from the surface. The Coaxial Gas Assist forces air against the material and helps remove laser material processing byproducts from cutting, engraving, and marking processes. The Lateral Gas Assist is an adjustable attachment that can direct air along the material’s surface at a variety of incident angles. Particularly helpful in raster marking applications where each line must be contaminant-free for ideal processing, both the Coaxial Gas Assist and Lateral Gas Assist attachments are easy to remove and reinstall without tools, thereby increasing processing flexibility.
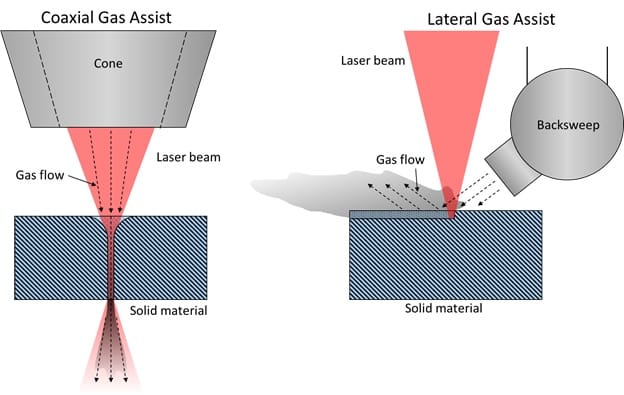
The Coaxial Gas Assist (left) directs the byproducts of laser material processing through the cut and enhances cutting performance by cooling the material and increasing the available oxygen in the case of air assist. The Lateral Gas Assist (right) directs the byproducts of laser material processing away from the material towards the exhaust.
Thermal Heat Conduction
In addition to mechanically removing byproducts from the material, gas assist helps to dissipate the heat generated as a result of laser material processing. This is helpful for materials that are sensitive to elevated temperatures or materials that are likely to develop a heat-affected zone.
Chemical Environmental Control
Gases injected into the processing point displace the ambient air, which contains a mixture of Nitrogen, Oxygen, and trace amounts of other gases. These gases can chemically interact with the material during laser processing. The chemistry of these reactions is highly material-dependent and can be exceedingly complex. Improper gas composition can cause an array of processing defects such as excessive carbonization, oxidation and discoloration. Additionally, it can reduce processing efficiencies and even affect the operational safety of the equipment.
Fortunately, ideal laser material processing can still be achieved by replacing the Air (N2 and O2) with a different gas mixture, using either the Coaxial Gas Assist or the Lateral Gas Assist. The two attachments allow precise control of the local chemical environment.
Organic materials with low molecular weight such as Polyethylene, Polypropylene, along with natural materials like paper and wood have a tendency to produce a flame at the laser/material interface. This flame is caused by the intense heat of the laser process interacting with the material and the oxygen in the air. The results of such flames negatively affect the resulting parts and can potentially compromise operational safety. Gas Assist can be used to displace ambient air with an inert gas such as Nitrogen, Argon or Helium, dramatically reducing the Oxygen concentration, which in turn suffocates the combustion reaction and eliminates any potential flames.
Reduced Operational Costs
The improvement in throughput from using processing gases can be dramatic and in some cases, materials simply cannot be processed without it. It is not atypical to achieve double or even triple the processing throughput when using processing gases. This reduces the cycle time and all resources associated with part production.
Processing gases, particularly exotic varieties, can be quite expensive. Computer-controlled gas assist technology by ULS minimizes waste by directing the gases locally, to the processing point. Specialized valves automatically control the rate of gas delivery to further reduce waste. These same valves shut off the flow of gas when it is not needed, such as when the laser system is idle or when a particular process does not require its use. All of these features reduce the operating costs of using Gas Assist.
Increased System Safety
There are some materials that can cause safety concerns when used without gas assist. The gasses can remove flammable debris from the processing point, extinguish flames as they may emerge from the material, and inhibit self-sustaining combustion. All of these mechanisms decrease the risk of the material catching fire during processing, which improves system, facility and user safety.
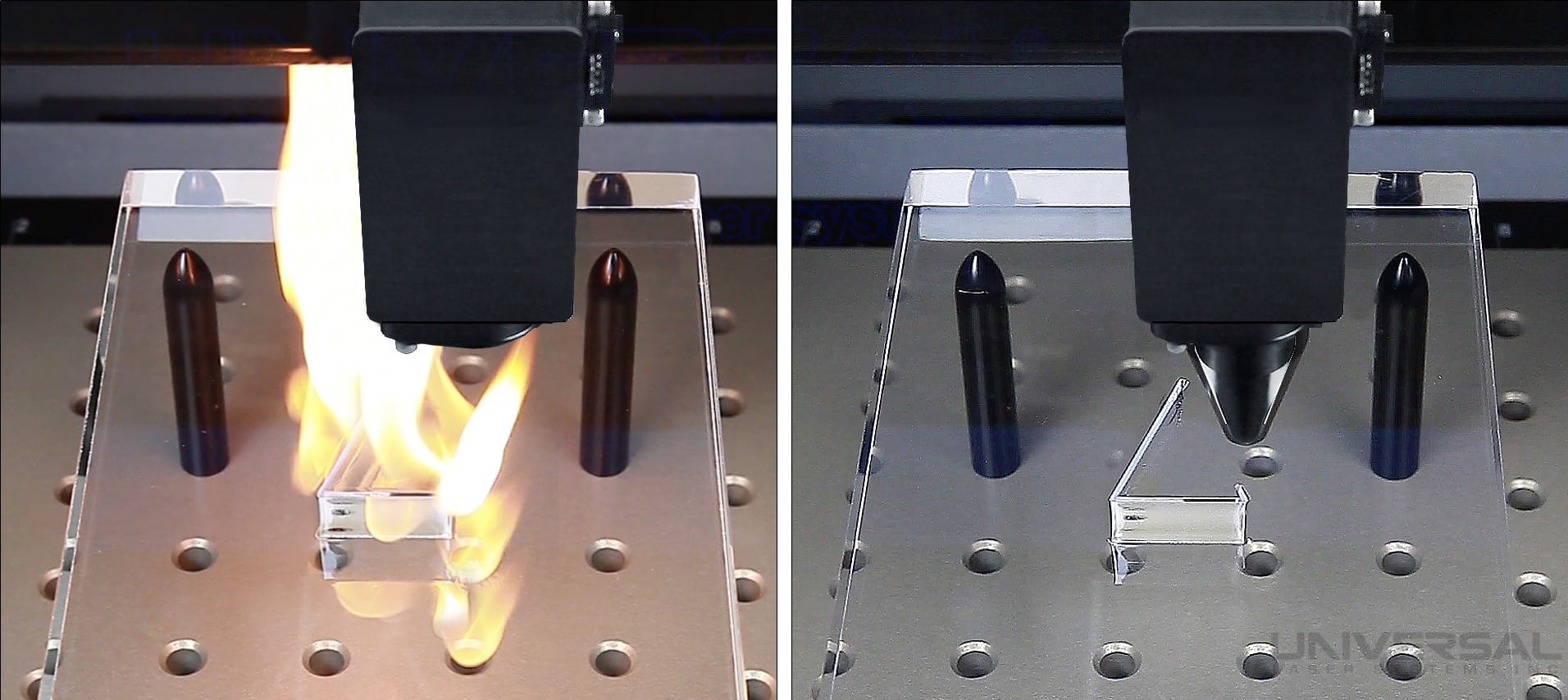
Cutting Acrylic without gas assist causes ignition of the acrylate byproducts resulting in poor processing quality along with an extreme safety hazard (left). Cutting Acrylic with Gas assist creates flame polished edges while eliminating uncontrolled combustion of the acrylate byproducts increasing the safety of the processes (right).
Reduces Maintenance
Optics protection minimizes the contamination of important optical elements. Both mechanical and chemical cleaning processes wear away the coating or can scratch the surfaces on specialized optics, potentially increasing the absorption of laser energy, which causes further damage. This snowball effect is easily curtailed by optics protection – extending the life of costly optical elements. In addition, contaminated optics will reduce the amount of power delivered to the material and can potentially reduce laser system throughput in some applications. Optics protection avoids this issue and allows the laser system to operate at optimal power, even in the most contaminated environments.
