Tecnologia SuperSpeed™
La tecnologia SuperSpeed™ offre ai clienti la possibilità esclusiva di migliorare drasticamente la produttività del sistema laser nelle operazioni di incisione e marcatura. Questa tecnologia brevettata è stata completamente progettata per apportare vantaggi al cliente. La nostra tecnologia SuperSpeed:
- Migliora la resa della lavorazione di materiali mediante laser
- Migliora l'affidabilità e i tempi di esercizio
- Fornisce la massima flessibilità nella lavorazione di materiali mediante laser
- Permette risoluzioni aggiuntive
- È facile da usare
Come funziona SuperSpeed
Se una piattaforma laser è equipaggiata di due laser a CO2 della stessa potenza, il risultato della combinazione dell'ottica è un raggio polarizzato S e un raggio polarizzato P. Il componente SuperSpeed utilizza questa differenza di polarizzazione per controllare in modo indipendente la posizione di messa a fuoco di ciascun laser. Ciò si ottiene posizionando un sistema ottico contenente un polarizzatore a film sottile (TFP) sul percorso del raggio. Il TFP consente al laser polarizzato P di passare in trasparenza, riflettendo al contempo il raggio polarizzato S. Un attuatore di precisione, che controlla l'angolazione fra i due raggi, è fissato a una cerniera meccanica. L'ottica della messa a fuoco nel carrello mette a fuoco ciascuno di questi raggi in una posizione leggermente differente all'interno del campo di lavorazione.
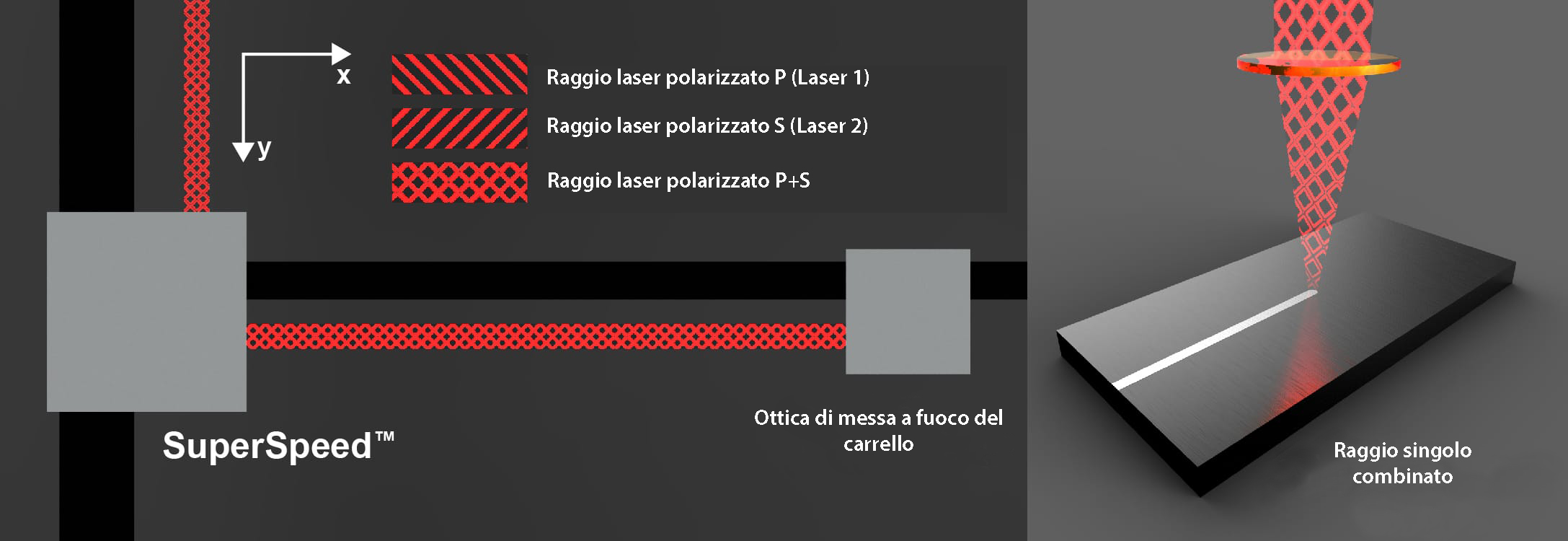 Il raggio laser polarizzato S e quello polarizzato P sono attivi contemporaneamente. Ogni raggio segue un percorso diverso ma si concentra nella stessa posizione. Questa è la configurazione della tecnologia SuperSpeed in modalità vettoriale.
Il raggio laser polarizzato S e quello polarizzato P sono attivi contemporaneamente. Ogni raggio segue un percorso diverso ma si concentra nella stessa posizione. Questa è la configurazione della tecnologia SuperSpeed in modalità vettoriale.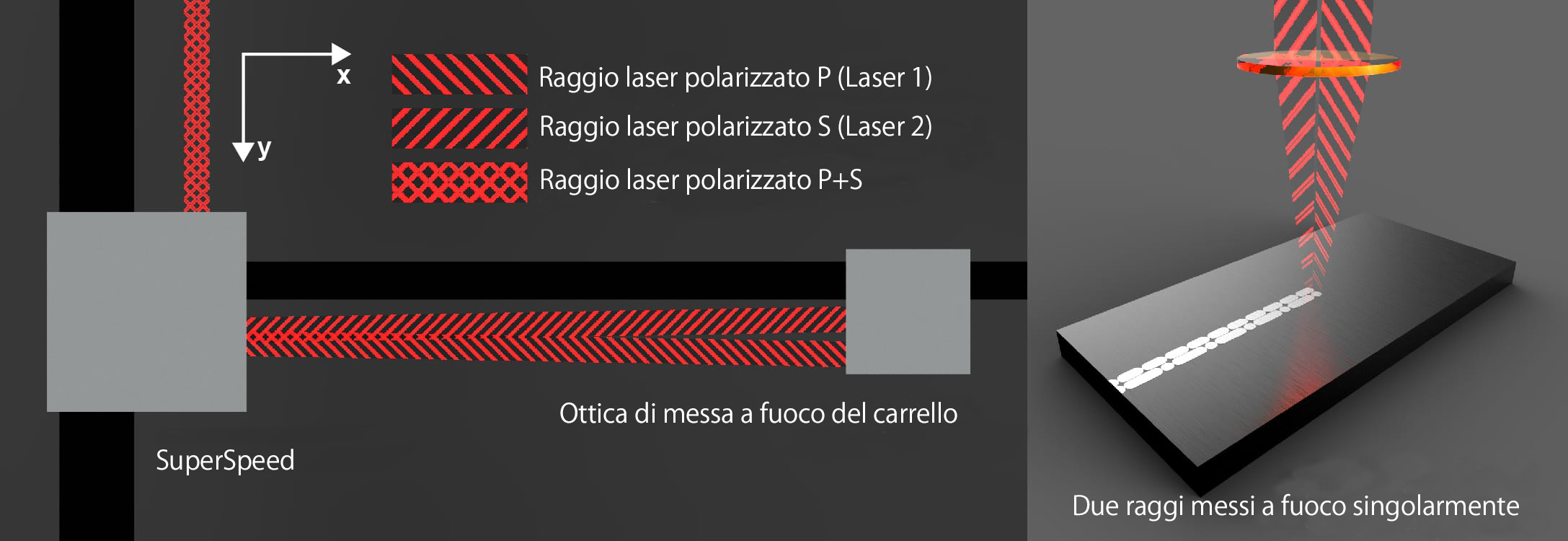 La tecnologia SuperSpeed ruota gli elementi ottici per angolare i raggi l'uno rispetto all'altro. Questo comporta che ciascuno di questi raggi si concentra su una posizione leggermente differente all'interno del campo di lavorazione. Più gli elementi ottici ruotano, maggiore sarà la separazione fra le posizioni di messa a fuoco. Questa è la configurazione della tecnologia SuperSpeed in modalità raster.
La tecnologia SuperSpeed ruota gli elementi ottici per angolare i raggi l'uno rispetto all'altro. Questo comporta che ciascuno di questi raggi si concentra su una posizione leggermente differente all'interno del campo di lavorazione. Più gli elementi ottici ruotano, maggiore sarà la separazione fra le posizioni di messa a fuoco. Questa è la configurazione della tecnologia SuperSpeed in modalità raster.
Migliora la resa della lavorazione di materiali mediante laser
In modalità raster, il carrello si muove in modo bidirezionale lungo l'asse x, mentre il laser viene modulato per incidere o marcare il materiale. I sistemi laser tipici (detti anchemacchine da taglio laser,incisori laseromarcatori laser) concentrano l'energia laser su un singolo punto, per cui il materiale viene lavorato una linea alla volta. Questo accade anche con i sistemi a raggio singolo che utilizzano più laser, in cui tutta l'energia laser viene limitata a concentrarsi su un solo punto. Il modulo con tecnologia SuperSpeed supera questo limite producendo due punti focali, uno per ogni raggio laser. Ciò significa che il sistema laser può fornire due linee raster alla volta, migliorando incredibilmente la produttività del sistema.
La tecnologia SuperSpeed è un'esclusiva di Universal Laser Systems. L'unico modo per migliorare sostanzialmente la resa con i sistemi laser a raggio singolo senza SuperSpeed è acquistare più sistemi. Il che aumenta i costi dei sistemi stessi, nonché l'ingombro.
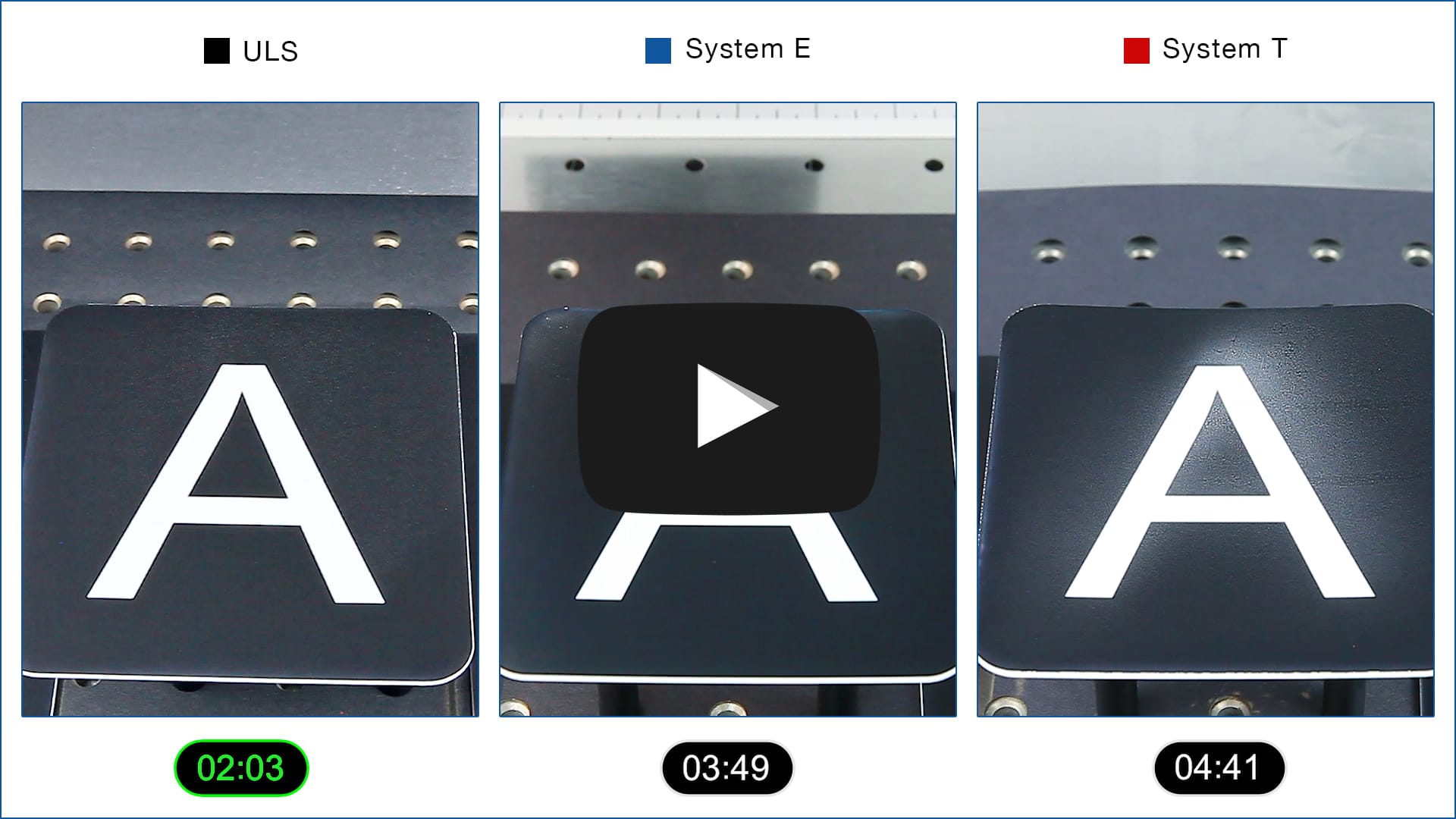
 La stessa lettera "A" raster prodotta con e senza tecnologia SuperSpeed. Il sistema laser è in grado di produrre lo stesso materiale grafico con la metà dei tratti raster utilizzando la tecnologia SuperSpeed.
La stessa lettera "A" raster prodotta con e senza tecnologia SuperSpeed. Il sistema laser è in grado di produrre lo stesso materiale grafico con la metà dei tratti raster utilizzando la tecnologia SuperSpeed.Negli ultimi anni i produttori di sistemi laser sono entrati in competizione per ottenere velocità raster sempre più elevate. In apparenza ciò appare come una progressione logica: velocità raster più elevata significa una resa maggiore, giusto? In realtà la situazione è molto più complessa e spesso si ignorano le ripercussioni sulla qualità causate da velocità elevate.
Tutti i laser a CO2 sono limitati dalla velocità di emissione degli impulsi. A velocità raster elevate, i laser a CO2 hanno difficoltà a restare al passo con il movimento che produce gli impulsi laser, i quali vengono sparsi sull'asse x, riducendo la densità dell'energia. Ciò diminuisce sostanzialmente la qualità dei processi raster, producendo un effetto artificiale di sfocatura.
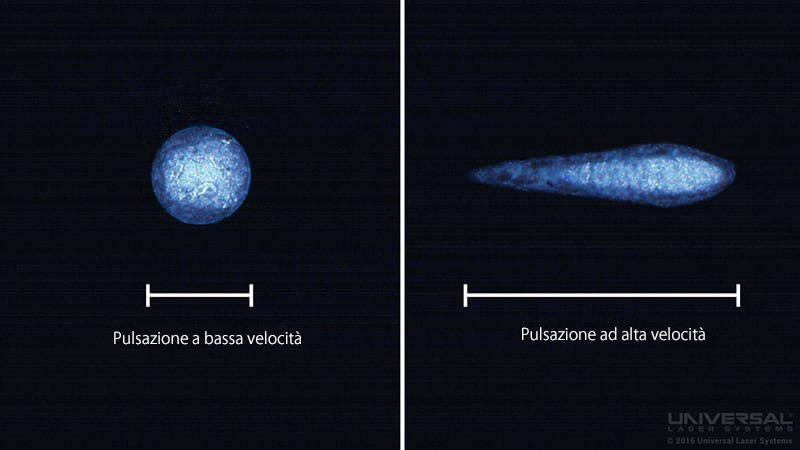 Un impulso laser singolo sull'alluminio anodizzato che si muove a bassa velocità (a sinistra) è largo 105 μm. Un impulso laser singolo ad alta velocità (a destra) è largo 184 μm, mostrando l'effetto di sbavatura a livello microscopico.
Un impulso laser singolo sull'alluminio anodizzato che si muove a bassa velocità (a sinistra) è largo 105 μm. Un impulso laser singolo ad alta velocità (a destra) è largo 184 μm, mostrando l'effetto di sbavatura a livello microscopico.La tecnologia SuperSpeed consente al sistema laser di avere una resa molto elevata senza questo effetto di sfocatura, dando come risultato delle immagini che possono essere prodotte rapidamente pur mantenendo un alto livello di qualità.
Migliora l'affidabilità e i tempi di esercizio
Oltre a tutti i vantaggi in termini di prestazioni e qualità, la tecnologia SuperSpeed aumenta anche la durata del sistema e riduce i costi di manutenzione. Questo perché la maggior parte delle richieste di assistenza riguarda componenti come cuscinetti, pulegge, cinghie e ruote, tutte parti legate al movimento del carrello. Usando la tecnologia SuperSpeed, il carrello riesce a saltare alternatamente le linee e a lavorare due linee raster con un unico tratto, dimezzando quindi l'usura meccanica. Ciò diminuisce gli interventi di manutenzione programmata, riducendo i costi di assistenza e aumentando i tempi di esercizio del sistema laser.
Fornisce la massima flessibilità nella lavorazione di materiali mediante laser
Alcuni materiali rispondono meglio a densità dell'immagine più elevate, mentre altri mostrano vantaggi di lavorazione con densità dell'immagine più basse. La tecnologia SuperSpeed consente la regolazione della densità dell'immagine senza modifiche hardware. La tecnologia SuperSpeed è anche in grado di riallineare entrambi i raggi affinché siano uno sopra l'altro per la marcatura e il taglio vettoriale. In questo modo la potenza combinata di entrambi i laser viene portata su un solo punto, massimizzando la resa del taglio e della marcatura vettoriale. Tutte le regolazioni avvengono automaticamente e senza interventi dell'utente.
La tecnologia SuperSpeed permette anche capacità di lavorazione uniche attraverso la polarizzazione. L'utente può selezionare la quantità di potenza che deve essere fornita dai laser polarizzati P e S sia per i processi raster, sia per quelli vettoriali. Nella lavorazione vettoriale l'uso di entrambi i componenti darà come risultato marcature e tagli di uguali dimensioni sia lungo l'asse x, sia lungo l'asse y. Le marcature sottili possono essere eseguite in una sola direzione utilizzando una singola sorgente laser. Nella lavorazione raster il materiale può essere modificato alternando marcature con polarizzazione S e P, per creare interessanti effetti fisici e visivi.
Permette risoluzioni aggiuntive
La tecnologia SuperSpeed, inoltre, permette alle macchine per il taglio, l'incisione e la marcatura laser ULS di lavorare materiali con risoluzioni aggiuntive altrimenti impossibili. Per alcuni materiali ciò comporta vantaggi sia dal punto di vista della qualità che della resa. La plastica microsuperficiale, ad esempio, è stata specificamente studiata per mostrare marcature a contrasto elevato quando lavorata a laser. La marcatura raster di queste plastiche su un sistema laser sprovvisto di tecnologia SuperSpeed usando risoluzioni inferiori lascia delle strisce evidenti fra ogni linea raster. Risoluzioni più alte non lasciano questi segni, ma lavorano il materiale più lentamente. La tecnologia SuperSpeed offre una risoluzione aggiuntiva che non lascia strisce fra le marcature raster, ma non produce tante linee raster quante la suddetta risoluzione superiore. Questo numero ridotto di linee raster, abbinato al raddoppio della resa della tecnologia SuperSpeed, apporta enormi vantaggi.
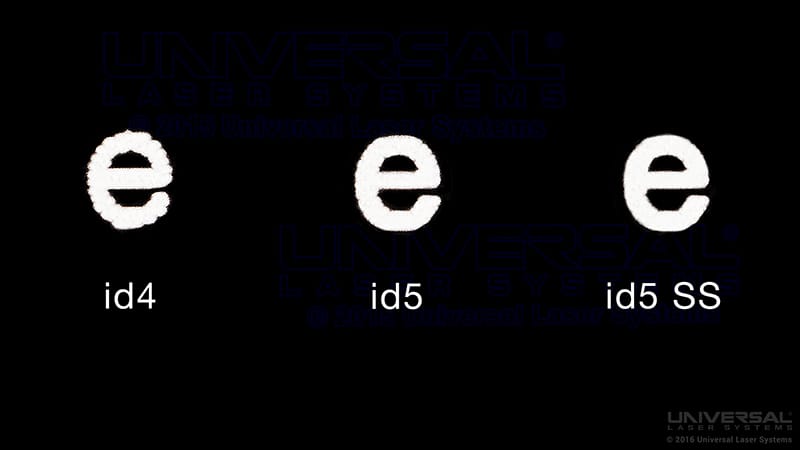 Esempio di marcatura raster sulla plastica microsuperficiale. L'esempio all'estrema destra mostra una qualità superiore in corrispondenza dell'ID5 utilizzando la tecnologia SuperSpeed™, pur mantenendo una resa elevata.
Esempio di marcatura raster sulla plastica microsuperficiale. L'esempio all'estrema destra mostra una qualità superiore in corrispondenza dell'ID5 utilizzando la tecnologia SuperSpeed™, pur mantenendo una resa elevata.
È facile da usare
Il processo di impostazione della tecnologia SuperSpeed è gestito in fabbrica. Durante il funzionamento, tramite una casella di spunta, l'utente seleziona semplicemente se lavorare utilizzando o meno la tecnologia SuperSpeed. Il modulo combinerà automaticamente entrambi i raggi per le lavorazioni vettoriali o devierà ciascun raggio quanto basta per ciascuna densità dell'immagine. L'intero processo è molto semplice. Se sono necessarie delle regolazioni, il software fornisce vari strumenti facili da usare per velocizzare la procedura.
