SuperSpeed™-Technologie
Die SuperSpeed™-Technologie eröffnet einen einzigartigen Weg, die Produktivität von Lasersystemen bei der Lasergravur und Lasermarkierung drastisch zu erhöhen. Diese patentierte Technologie wurde von Anfang an mit der Zielsetzung des Kundennutzens entwickelt. Unsere SuperSpeed-Technologie:
- Verbessert den Durchsatz bei der Lasermaterialbearbeitung
- Erhöht die Verlässlichkeit und Laufzeit
- Bietet ultimative Flexibilität bei der Lasermaterialbearbeitung
- Ermöglicht zusätzliche Auflösungen
- Ist leicht zu bedienen
Funktionsweise von SuperSpeed
Wenn eine Laserplattform mit zwei CO2-Laserquellen derselben Leistung ausgestattet ist, erzeugt die Optik einen s-polarisierten und einen p-polarisierten Strahl. Die SuperSpeed-Komponente nutzt diesen Unterschied in der Polarisierung, um den Fokussierungspunkt jedes Lasers individuell zu kontrollieren. Dazu wird ein optisches Bauteil mit einem Dünnfilmpolarisator (TFP) in den Strahlpfad eingesetzt. Der Dünnfilmpolarisator lässt den p-polarisierten Laserstrahl durch und reflektiert der s-polarisierte Strahl. Ein Präzisionsantrieb ist an einer mechanischen Verbindung befestigt, die den Winkel zwischen den zwei Strahlen steuert. Die Fokussieroptik im Optikschlitten fokussiert jeden dieser Strahlen auf eine leicht unterschiedliche Position im Bearbeitungsfeld.
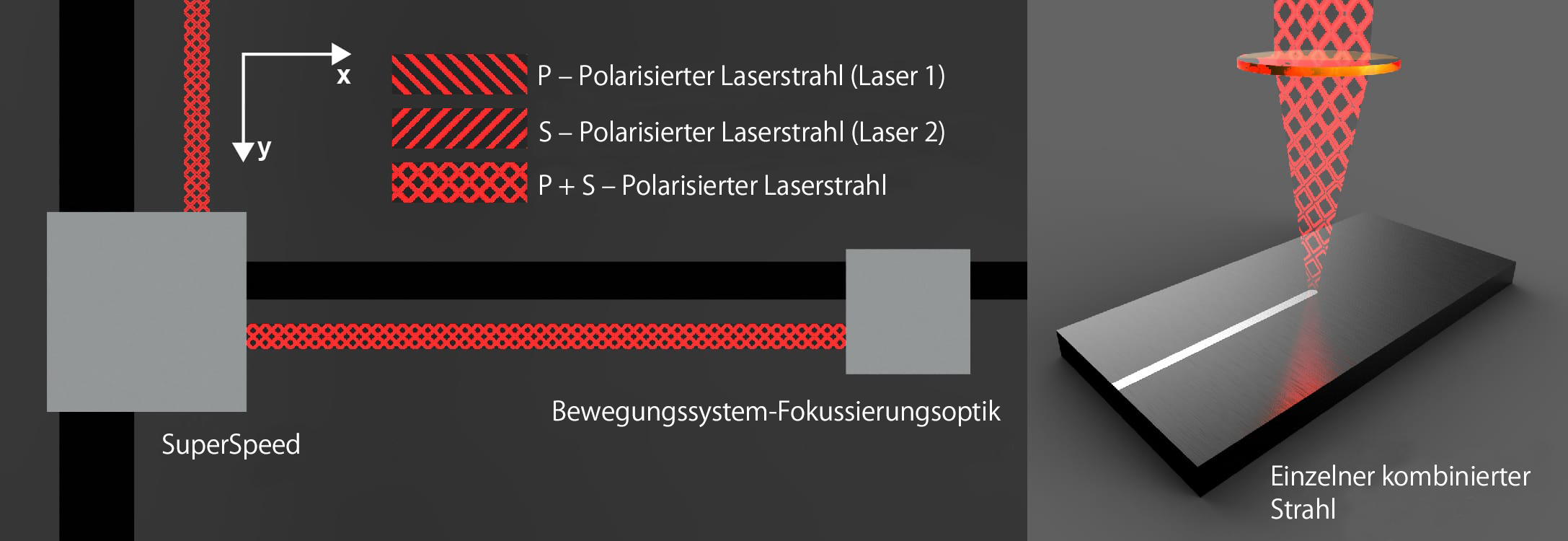 Sowohl der S- als auch der P-polarisierte Laserstrahl sind gleichzeitig eingeschaltet. Jeder Laserstrahl bewegt sich auf einem unterschiedlichen Pfad, kommt jedoch an demselben Punkt in den Fokus. Dies ist die Konfiguration der SuperSpeed-Technologie im Vektormodus.
Sowohl der S- als auch der P-polarisierte Laserstrahl sind gleichzeitig eingeschaltet. Jeder Laserstrahl bewegt sich auf einem unterschiedlichen Pfad, kommt jedoch an demselben Punkt in den Fokus. Dies ist die Konfiguration der SuperSpeed-Technologie im Vektormodus.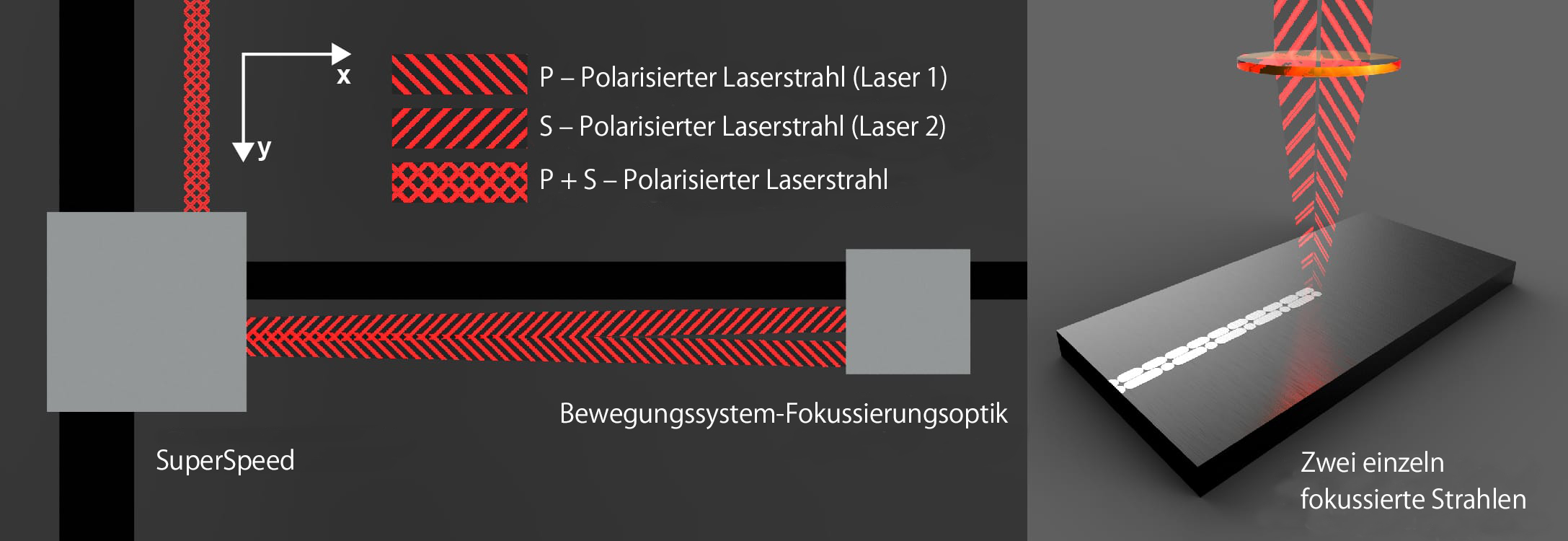 Die SuperSpeed-Technologie dreht die optischen Elemente, um die Laserstrahlen relativ zueinander anzuwinkeln bzw. auszurichten. Dies bewirkt, dass jeder Laserstrahl auf einen geringfügig anderen Punkt im Bearbeitungsbereich fokussiert wird. Je mehr die optischen Elemente gedreht werden, desto größer ist der Abstand zwischen den Fokuspunkten. Dies ist die Konfiguration der SuperSpeed-Technologie im Rastermodus.
Die SuperSpeed-Technologie dreht die optischen Elemente, um die Laserstrahlen relativ zueinander anzuwinkeln bzw. auszurichten. Dies bewirkt, dass jeder Laserstrahl auf einen geringfügig anderen Punkt im Bearbeitungsbereich fokussiert wird. Je mehr die optischen Elemente gedreht werden, desto größer ist der Abstand zwischen den Fokuspunkten. Dies ist die Konfiguration der SuperSpeed-Technologie im Rastermodus.
Verbessert den Durchsatz bei der Lasermaterialbearbeitung
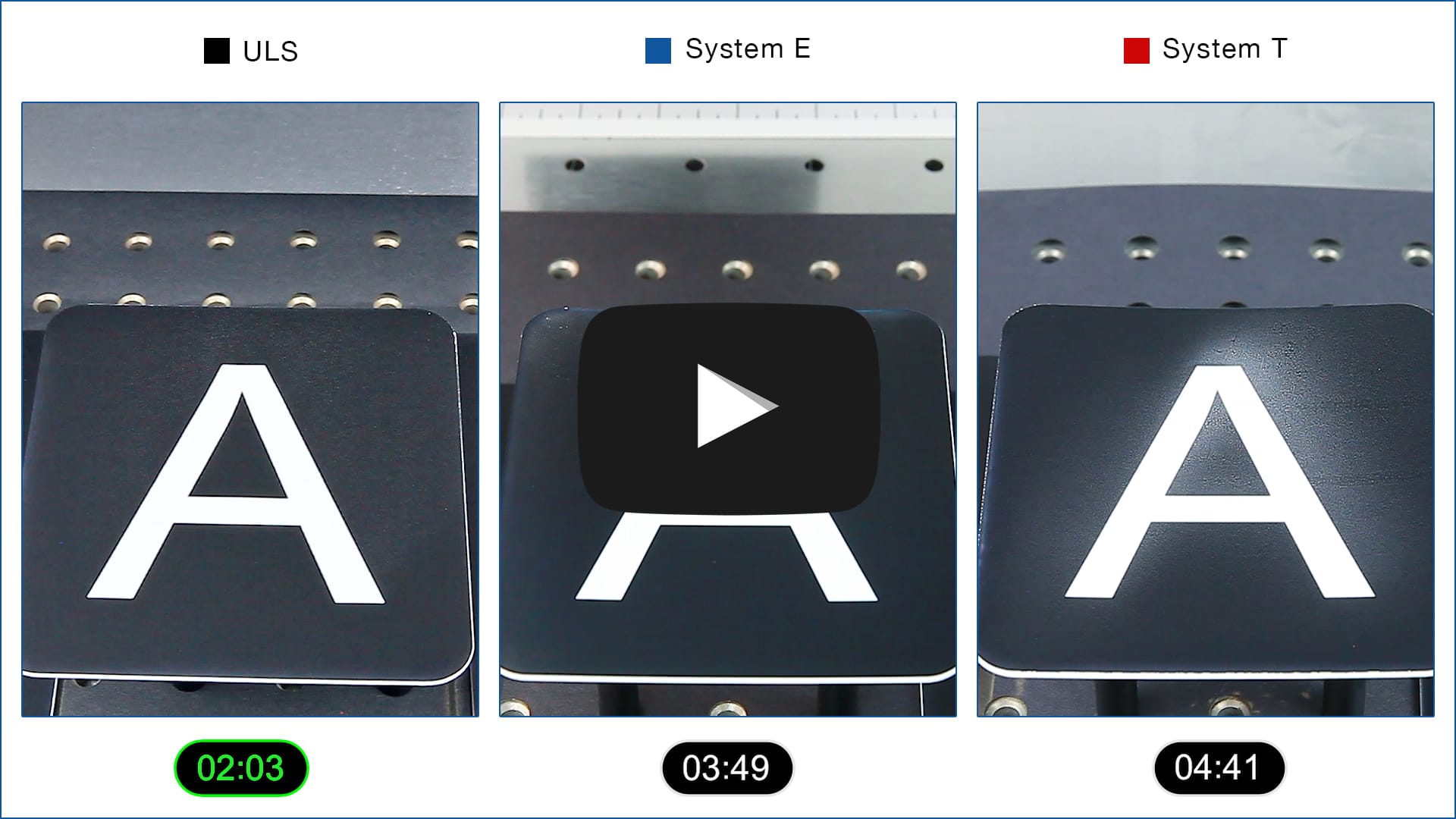
Im Rastermodus bewegt sich der Optikschlitten bidirektional entlang der X-Achse, während der Laser moduliert wird, um das Material zu gravieren oder zu markieren. Herkömmliche Lasersysteme (auch bekannt als Lasercutter, Lasergravierer oder Lasermarkierer) fokussieren die Laserenergie auf einen einzigen Punkt. Das Material wird dementsprechend Linie für Linie graviert. Dies gilt auch für Einzelstrahlsysteme, die mehrere Laser nutzen – die gesamte Laserenergie kann nur auf einen einzigen Punkt fokussiert werden. Die SuperSpeed-Technologie umgeht diese Limitierung, indem sie zwei Brennpunkte erzeugt – einen für jeden Laserstrahl. Das bedeutet, dass das Lasersystem jeweils zwei Rasterlinien produzieren kann und somit die Systemproduktivität erheblich steigert.
Die SuperSpeed-Technologie ist nur bei Universal Laser Systems erhältlich. Der einzige Weg, den Durchsatz mit Einzelstrahl-Lasersystemen ohne SuperSpeed deutlich zu steigern, ist der Kauf mehrerer Systeme. Dies erhöht den Investitions- genauso wie den Platzbedarf.
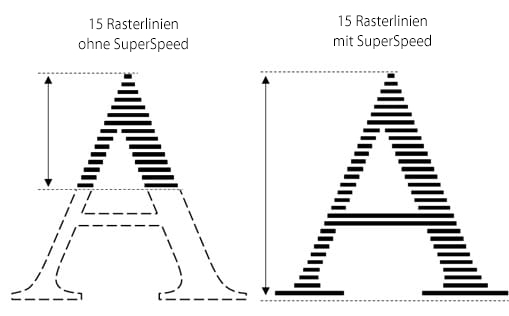 Derselbe Rasterbuchstabe „A“, erzeugt mit und ohne SuperSpeed-Technologie. Das Lasersystem kann mit der SuperSpeed-Technologie dieselben Vorlagen mit der halben Anzahl von Rastertakten zu erzeugen.
Derselbe Rasterbuchstabe „A“, erzeugt mit und ohne SuperSpeed-Technologie. Das Lasersystem kann mit der SuperSpeed-Technologie dieselben Vorlagen mit der halben Anzahl von Rastertakten zu erzeugen.Während der vergangenen Jahre standen Hersteller von Lasersystemen hinsichtlich immer schnellerer Rastergeschwindigkeiten miteinander im Wettbewerb. Oberflächlich betrachtet erscheint dies wie eine folgerichtige Entwicklung – eine höhere Rastergeschwindigkeit bedeutet höheren Durchsatz, korrekt? In Wirklichkeit ist die Situation viel komplexer und lässt außerdem oft die Folgewirkungen höherer Spitzengeschwindigkeiten außer Acht.
Sämtliche CO2-Laser sind hinsichtlich der Rate, mit der Impulse abgegeben werden können, begrenzt. Bei hohen Rastergeschwindigkeiten fällt es CO2-Lasern schwer, mit dem Bewegungssystem Schritt zu halten. Das führt dazu, dass Laserimpulsen über die X-Achse verteilt werden, wobei die Energiedichte verringert wird. Dies vermindert im Wesentlichen die Qualität der Rasterprozesse, indem ein künstlicher Unschärfeeffekt entsteht.
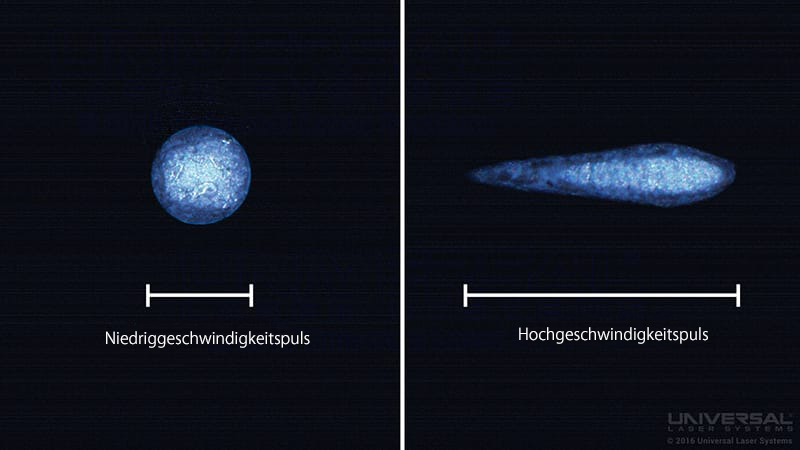 Ein einzelner Laserimpuls auf eloxiertem Aluminium ist bei Bewegung mit niedriger Geschwindigkeit (links) 105 μm breit. Ein einzelner Laserimpuls ist bei hoher Geschwindigkeit (rechts) 184 μm breit und veranschaulicht auf der mikroskopischen Ebene den Verschmiereffekt.
Ein einzelner Laserimpuls auf eloxiertem Aluminium ist bei Bewegung mit niedriger Geschwindigkeit (links) 105 μm breit. Ein einzelner Laserimpuls ist bei hoher Geschwindigkeit (rechts) 184 μm breit und veranschaulicht auf der mikroskopischen Ebene den Verschmiereffekt.Mit der SuperSpeed-Technologie kann das Lasersystem einen sehr hohen Durchsatz bewältigen ohne diesen Unschärfeeffekt. Das Ergebnis sind Bilder, die schnell produziert werden können, während ein hohes Qualitätsniveau beibehalten wird.
Verbessert die Verlässlichkeit und die Betriebszeit
Zusätzlich zum Nutzen in Punkto Leistung und Qualität trägt die SuperSpeed-Technologie auch zu einer längeren Lebensdauer und verringerten Wartungskosten bei. Schließlich fällt der höchste Wartungsbedarf für Komponenten wie Lager, Rollen, Riemen und Räder an – alles Komponenten, die mit der Bewegung des Optikschlittens in Verbindung stehen. Bei Verwendung der SuperSpeed-Technologie kann der Optikschlitten jedoch jede zweite Linie überspringen. Dies erlaubt ihm, zwei Rasterlinien auf einmal zu bearbeiten und so die mechanische Abnutzung zu halbieren. Planmäßige Wartungsarbeiten können reduziert werden und folglich Wartungskosten verringern und die Systemverfügbarkeit erhöhen.
Bietet ultimative Flexibilität bei der Lasermaterialbearbeitung
Einige Materialien lassen sich besser mit hohen Bilddichten bearbeiten, während andere bessere Ergebnisse bei geringeren Bilddichten aufweisen. Mit der SuperSpeed-Technologie wird die Bilddichte angepasst ohne die Hardware verändern zu müssen. Für Vektormarkierungen und Schneidevorgänge kann die SuperSpeed-Technologie beide Strahlen miteinander kombinieren und so die Leistung beider Laser zusammen auf einen einzelnen Punkt bringen. Dies maximiert den Durchsatz beim Vektorschneiden und -markieren. Alle Anpassungen geschehen automatisch und ohne Benutzerinteraktion.
Die SuperSpeed-Technologie schöpft des weiteren die durch Polarisierung einzigartigen Bearbeitungsmöglichkeiten aus. Der Anwender kann die Leistung der s- und p-polarisierten Laser sowohl für Raster- als auch für Vektorprozesse festlegen. In der Vektorbearbeitung führt die Anwendung beider Komponenten dazu, dass Markierungen und Schnitte entlang der X- und Y-Achsen die gleichen Dimensionen aufweisen. Feine Markierungen können in eine Richtung gemacht werden, indem nur eine einzelne Laserquelle verwendet wird. Beim Rasterprozess kann das Material durch den Wechsel zwischen p- und s-Polarisierungsmarkierungen so modifiziert werden, dass interessante visuelle und physikalische Effekte erzeugt werden.
Ermöglicht zusätzliche Auflösungen
Mit der SuperSpeed-Technologie in ULS-Lasergravur- und Schneidesystemen ist es möglich, Materialien mit zusätzlichen, ansonsten nicht möglichen Auflösungen zu bearbeiten. Dies bringt bei manchen Materialien Vorteile, sowohl in Qualität als auch Durchsatz. Schichtkunststoffe beispielsweise sind bei der Laserbearbeitung speziell auf hohe Kontraste ausgelegt. Die Rastermarkierung dieser Kunststoffe mit einem Lasersystem ohne SuperSpeed unter Verwendung niedriger Auflösungen erzeugt erkennbare Bandingeffekte zwischen den Rasterlinien. Bei höheren Auflösungen entstehen solche Effekte nicht; allerdings erfolgt die Bearbeitung des Material langsamer. Mit der SuperSpeed-Technologie ist eine zusätzliche Auflösung möglich, die kein Banding zwischen den Rastermarkierungen hinterlässt, da weniger Linien gerastert werden müssen als bei der oben genannten Bearbeitung mit höheren Auflösungen. Diese reduzierte Anzahl an Rasterlinien gepaart mit einer Verdoppelung des Durchsatzes durch die SuperSpeed-Technologie stellt einen enormen Vorteil dar.
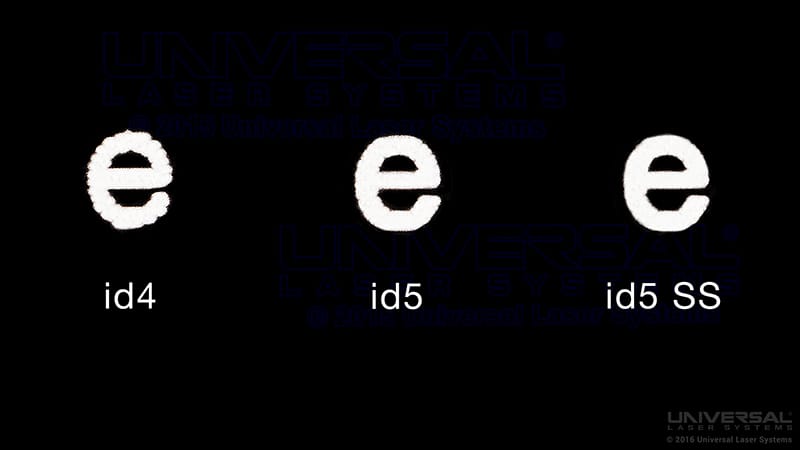 Beispiel von rastermarkiertem Schichtkunststoff Das Beispiel ganz rechts zeigt bei Verwendung der SuperSpeed™-Technologie bei ID5 eine herausragende Qualität, während ein hoher Durchsatz beibehalten wird.
Beispiel von rastermarkiertem Schichtkunststoff Das Beispiel ganz rechts zeigt bei Verwendung der SuperSpeed™-Technologie bei ID5 eine herausragende Qualität, während ein hoher Durchsatz beibehalten wird.
Ist einfach zu bedienen
Die SuperSpeed-Technologie wird werksseitig eingerichtet. Während des Betriebs wählt der Anwender einfach per Kontrollkästchen aus, ob er bei der Bearbeitung die SuperSpeed-Technologie nutzen möchte oder nicht. Das Modul kombiniert automatisch beide Strahlen für die Vektorbearbeitung oder lenkt jeden Strahl entsprechend des Werts für die jeweilige Bilddichte ab. Der gesamte Prozess ist sehr einfach. Falls Anpassungen nötig werden, bietet die Software verschiedene, einfach verwendbare Werkzeuge, um den Vorgang zu beschleunigen.
